滚花铜螺母

滚花铜螺母的定义
滚花铜螺母俗称也可以称为铜镶件、铜嵌件螺母、注塑铜螺母等,是镶嵌在塑料里的一种铜质配件,用途极为广泛。
铜嵌件螺母按使用方法分为注塑铜嵌件和预埋铜嵌件,其中预埋铜嵌件的规格也分很多种类,如直纹嵌件表面由直纹压挤而成,棱纹嵌件是外表压花成一个个棱状花纹,当然也有表面光滑的嵌件,以上三种是以表面规格来分类。
滚花铜螺母的规格
预埋铜嵌件也有按螺纹来分如m2、m3、m4、m5、m6和m8最大可达到m26,按长度有4mm、6mm、8mm、10mm、12mm最长可达到50mm,直径从2mm至30mm各种大小规格都有生产。
预埋型铜嵌件也分为盲孔和通孔铜嵌件,盲孔指的是嵌件的一头是封闭不通的,有效螺纹一般比总长要短。而通孔嵌件是二头相通的,可以从一头看到另一头,有效螺纹等于总长度。
滚花铜螺母的使用
1、m4铜件螺母一般镶嵌在塑料胶木壳里,表面采用直纹拉花,内部有个3/8-24UNF的细牙螺纹。生产加工m4嵌入式铜件螺母技术就在于它的铜壁厚只有0.5mm,教刀调节刀具时有一点偏离中心或螺纹丝攻有切斜时,就会导致m4铜件螺母变形或破掉。
2、m5英制螺纹铜螺母,表面滚网纹花,盲孔攻1/4-13UNC螺纹,外径7mm,切削量大比较难加工。
3、车削铜件m8螺母是一种预埋式螺母,表面网纹拉花,m8螺纹孔有三个台阶 ,我们是采用定制台湾钨钢钻头进行加工生产,这样三级台阶孔可以一次成型,这就保证这款产品可以一次性在自动车床上作出来,不用二次加工从而降低产品生产成本。
4、m6压花铜件螺母和m8铜嵌件滚压花纹比较特殊,整个花纹呈倒刺型,先用成型刀车成5个60°的台阶,然后用安装在刀架上滚齿轮一次滚齿成型。这些m6、m8铜件螺母用于漏电开关的塑料件,能很容易的镶嵌入塑料,而防滑和防转动效果很好。
5、压入式铜件m10螺母的标准螺纹,头部滚直纹花,采用订制成型刀车两道45°的斜角,然后中间铣道槽。压花铜件m10螺母预埋在的线路板底部,表面压0.5mm的超宽网纹花,中间铣槽。
6、六角铜件m3铜螺母,它用于电器产品塑料壳里,采用六角棒料加工,两头插一道槽,中间车台阶。这种m3预埋铜螺母有很好的防转动性能和超强的抗拉力。
预埋置滚花铜螺母也叫滚花铜镶嵌件主要配合六角铜螺丝、铜柱、铜螺杆类使用来拧固连接其它材质,它属于铜标准紧固件系列。主要用途是将产品预埋置在一些塑料件内,安装后可以在塑料件形成一个有效的内螺纹。因为黄铜具有较好的导热性,加热后将铜嵌件压入塑料基体可以使产品迅速变热加快工作效率,加热后的铜嵌件也可以快速地将热量传导给塑料件,从而使塑料孔周边变软,从而快速将产品压入孔内。
如果采用模具注塑,铜嵌件被热预埋置进塑料件后由于外径有滚直压花工艺,成形后和铜嵌件形成一定的磨擦力和咬和力,可以使之固定在塑料壳中不会掉落。其作业方式是将产品加热后嵌入到塑料件里面或是直接采用模具注塑。
铜嵌件注塑时,六角铜嵌件预热通常使用多管式的开闭加热模具, 计算生产周期,开模具盖后,铜嵌件的温度会低于塑料壳成型时这样方便铜螺丝拧固,这就是注塑铜嵌件。
铜嵌件超声波螺母预埋置件表面是直纹+斜纹波式铜螺母,它和热压预埋置螺母原理是一样的,不同的是热压预埋置是以加热铜螺母的方式使用塑胶熔化或变软进行预埋置,而超声波铜螺母通过高频超声振动的方式使用塑胶熔化或变软进行镶嵌。
1、是在塑料模具里首先预埋置h59铜材质镶嵌件后注入树脂,让热熔的塑料材料与滚花铜螺母结合在一起,压制成整体无缝隙带螺纹的塑料壳产品,然后冷却凝固成型。
2、先在金属模具里注入塑料材料成型,然后让滚花铜螺母嵌入已经成型的塑料壳里。
滚花铜螺母的生产
一、立式注塑机与机械手、铜镶嵌件品整列装置等的组合,铜镶嵌件成型工程大都可实现机械自动化生产。
二、选择适当的金属模具构造,铜镶嵌件产品也可完全封入树脂胶木材料内。
三、特别是利用了树脂的绝缘性和铜螺母金属导电性的组合,制成的成型品外壳能满足电器产品的基本机能。
四、因为是熔融的材料与金属铜镶嵌件的接合,与压入成型法相比较,金属铜镶嵌件间隙可以设计得更狭窄,复合产品成型的可靠性更高。
五、镶嵌件产品不仅限于铜材金属,也有铁、铝、不锈钢、锌等多种镶嵌紧固件。
六、多个铜镶嵌件的事前成型组合,使得铜件产品单元组合的后工程更合理化。
七、对于刚性成型品、橡胶密封垫板上的弯曲弹性成型品,通过基体上注塑预埋置铜件产品成型制成一体化后,可省去排列密封圏的复杂作业,使得后工序的自动化组合更容易。
八、树脂的易成型性、弯曲性与金属的刚性、強度及耐热性的相互组合补充可结实地制成复杂精巧的金属镶嵌件和塑料壳一体化产品。
九、铜镶嵌件成型后,经过去芯孔处理,也可制成帯有中空凹槽的产品。
十、选择适当的树脂和成型条件,即使对于易変形破损的产品,通过树脂也可密封固定镶嵌铜件。
GB/T809标准图纸示例
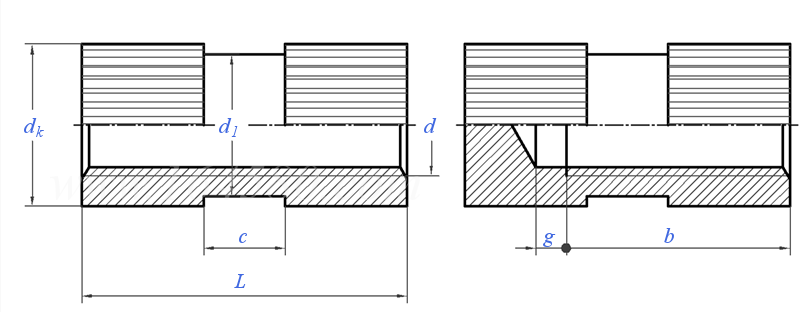
| 螺纹尺寸 D | M2 | M2.5 | M3 | M4 | M5 | M6 | M8 | M10 | M12 | ||||
| dk | 滚花前 | 最大值 | 4 | 4.5 | 5 | 6 | 8 | 10 | 12 | 15 | 18 | ||
| 最小值 | 3.82 | 4.32 | 4.82 | 5.82 | 7.78 | 9.78 | 11.73 | 14.73 | 17.73 | ||||
| d1 | 最大值 | 3 | 3.5 | 4 | 5 | 7 | 9 | 10 | 13 | 16 | |||
技术条件和引用标准
① 螺纹按6H制造(GB 196、GB 197。
② 直纹滚花按 GB 6403.3 的规定。
③ 经供需双方协议,允许制造六角嵌装螺母。
④ 经供需双方协议,对B型允许制成组合结构的型式。
⑤ 材料:H62、HPb59-1(YB 457)。
⑥ 验收检查、标志与包装按 GB 90 规定。