不锈钢自攻螺钉

不锈钢自攻螺钉的标准
常用的不锈钢自攻螺钉我们通常指的国标号GB/T845不锈钢盘头自攻螺钉和GB/T846不锈钢沉头自攻螺钉这两种。GB/845自攻螺钉的头部是一个半圆形,内有一个十字槽的设计,便于工具旋转安装,也可以称为圆头十字槽自攻螺钉,但标准的称呼则是以盘头十字自攻螺钉为准,不锈钢指的是材料要求,可以放在名称的前缀使用。
GB/T846自攻螺钉是平头,内有十字槽,它也能称为十字平头自攻螺钉,但标准的称呼则是十字沉头自攻,因为它的头部是一个120度倒三角设计,安装完成后,它是是沉头入孔内和钣金一样平的。
不锈钢自攻螺钉的应用
这两款自攻螺钉的尾部都是尖尾的,同类型的自攻螺钉还平尾的,头部设计和螺纹标准都是一样,只是尾部采用平尾设计,这各设计主要用在塑胶材料占使用,平尾自攻可以攻入硬度不高的基体,同时还防止基体开裂。而尖尾自攻通常是直接攻入硬度偏高的材料,比如一些薄片的铁板或不锈钢板材。
不锈钢自攻螺钉的材料
用于生产不锈钢自攻螺钉的材料多以SUS304为主,也有部分自攻螺钉是要求使用SUS316材料的,我公司同时也有大量库存。自攻螺钉的螺纹描述和其它螺栓类不一样,螺栓的螺纹都是用“M”来做前缀,比如M3指的是螺纹直径3毫米,而自攻螺钉的螺纹通常是3.2或是3.9这样形成的,前缀是用”ST“来表示,比如ST3.9*25的不锈钢十字盘头自攻螺钉,它指的是螺纹直径3.9毫米,螺纹长度是25毫米,材料默认为SUS304的十字盘头GB/T845标准。
下表格中就是SUS304材料的化学成份分析:
| 牌号 | C | Si | Mn | P | S | Cr | Ni | Cu |
| SUS304 | 0.02 | 0.34 | 1.08 | 0.031 | 0.01 | 18.45 | 8.1 | 2.38 |
GB/T845标准图纸规格示例
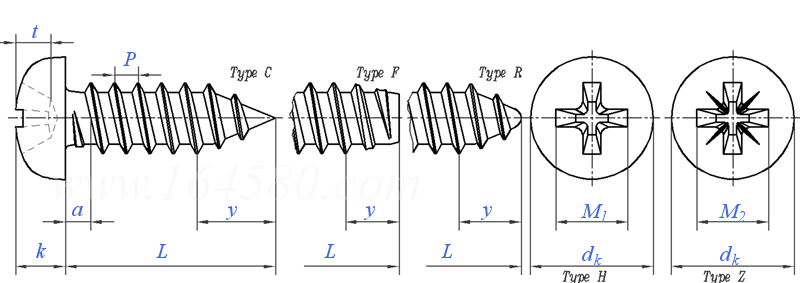
| 螺纹规格 D | ST2.2 | ST2.9 | ST3.5 | ST4.2 | ST4.8 | ST5.5 | ST6.3 | ST8 | ST9.5 | ||||
| P | 螺距 | 0.8 | 1.1 | 1.3 | 1.4 | 1.6 | 1.8 | 1.8 | 2.1 | 2.1 | |||
| a | 最大值 | 0.8 | 1.1 | 1.3 | 1.4 | 1.6 | 1.8 | 1.8 | 2.1 | 2.1 | |||
| dk | 最大值 | 4 | 5.6 | 7 | 8 | 9.5 | 11 | 12 | 16 | 20 | |||
| 最小值 | 3.7 | 5.3 | 6.64 | 7.64 | 9.14 | 10.57 | 11.57 | 15.57 | 19.48 | ||||
| k | 最大值 | 1.6 | 2.4 | 2.6 | 3.1 | 3.7 | 4 | 4.6 | 6 | 7.5 | |||
| 最小值 | 1.4 | 2.15 | 2.35 | 2.8 | 3.4 | 3.7 | 4.3 | 5.6 | 7.1 | ||||
| 槽号 | 0 | 1 | 2 | 2 | 2 | 3 | 3 | 4 | 4 | ||||
| M1 | H型 | 参考 | 1.9 | 3 | 3.9 | 4.4 | 4.9 | 6.4 | 6.9 | 9 | 10.1 | ||
| 深度 | H型 | 最小值 | 0.85 | 1.4 | 1.4 | 1.9 | 2.4 | 2.6 | 3.1 | 4.15 | 5.2 | ||
| 最大值 | 1.2 | 1.8 | 1.9 | 2.4 | 2.9 | 3.1 | 3.6 | 4.7 | 5.8 | ||||
| M2 | Z型 | 参考 | 2 | 3 | 4 | 4.4 | 4.8 | 6.2 | 6.8 | 8.9 | 10.1 | ||
| 深度 | Z型 | 最小值 | 0.95 | 1.45 | 1.5 | 1.95 | 2.3 | 2.55 | 3.05 | 4.05 | 5.25 | ||
| 最大值 | 1.2 | 1.75 | 1.9 | 2.35 | 2.75 | 3 | 3.5 | 4.5 | 5.7 | ||||
| y | 参考 | C型 | 2 | 2.6 | 3.2 | 3.7 | 4.3 | 5 | 6 | 7.5 | 8 | ||
| 参考 | F型 | 1.6 | 2.1 | 2.5 | 2.8 | 3.2 | 3.6 | 3.6 | 4.2 | 4.2 | |||
GB846标准图纸示例
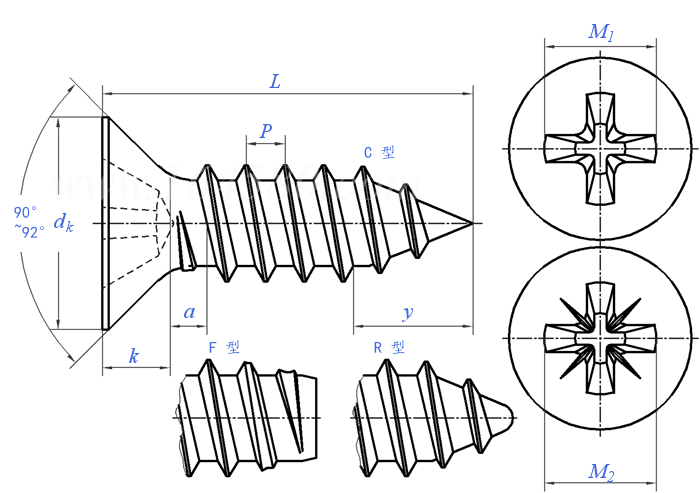
| 螺纹尺寸 D | ST2.2 | ST2.9 | ST3.5 | ST4.2 | ST4.8 | ST5.5 | ST6.3 | ST8 | ST9.5 | ||||
| P | 螺距 | 0.8 | 1.1 | 1.3 | 1.4 | 1.6 | 1.8 | 1.8 | 2.1 | 2.1 | |||
| a | 最大值 | 1.6 | 2.2 | 2.6 | 2.8 | 3.2 | 3.6 | 3.6 | 4.2 | 4.2 | |||
| dk | 理论 | 最大值 | 4.4 | 6.3 | 8.2 | 9.4 | 10.4 | 11.5 | 12.6 | 17.3 | 20 | ||
| 实际 | 最大值 | 3.8 | 5.5 | 7.3 | 8.4 | 9.3 | 10.3 | 11.3 | 15.8 | 18.3 | |||
| 最小值 | 3.5 | 5.2 | 6.9 | 8 | 8.9 | 9.9 | 10.9 | 15.4 | 17.8 | ||||
| k | 最大值 | 1.1 | 1.7 | 2.35 | 2.6 | 2.8 | 3 | 3.15 | 4.65 | 5.25 | |||
| 槽号 | 0 | 1 | 2 | 2 | 2 | 3 | 3 | 4 | 4 | ||||
| M1 | H型 | 参考 | 1.9 | 3.2 | 4.4 | 4.6 | 5.2 | 6.6 | 6.8 | 8.9 | 10 | ||
| 深度 | H型 | 最大值 | 1.2 | 2.1 | 2.4 | 2.6 | 3.2 | 3.3 | 3.5 | 4.6 | 5.7 | ||
| 最小值 | 0.9 | 1.7 | 1.9 | 2.1 | 2.7 | 2.8 | 3 | 4 | 5.1 | ||||
| M2 | Z型 | 参考 | 2 | 3 | 4.1 | 4.4 | 4.9 | 6.3 | 6.6 | 8.8 | 9.8 | ||
| 深度 | Z型 | 最大值 | 1.2 | 2.01 | 2.2 | 2.51 | 3.05 | 3.18 | 3.45 | 4.6 | 5.64 | ||
| 最小值 | 0.95 | 1.76 | 1.75 | 2.06 | 2.6 | 2.73 | 3 | 4.15 | 5.19 | ||||
| y | 参考 | C型 | 2 | 2.6 | 3.2 | 3.7 | 4.3 | 5 | 6 | 7.5 | 8 | ||
| F型 | 1.6 | 2.1 | 2.5 | 2.8 | 3.2 | 3.6 | 3.6 | 4.2 | 4.2 | ||||
| R型 | – | – | 2.7 | 3.2 | 3.6 | 4.3 | 5 | 6.3 | – | ||||
自攻螺纹的详细参数
| 螺纹 | ST 1.5 | ST 1.9 | ST 2.2 | ST 2.6 | ST 2.9 | ST 3.3 | ST 3.5 | ST 3.9 | ST 4.2 | ST 4.8 | ST 5.5 | ST 6.3 | ST 8 | ST 9.5 | ||
| 螺距 | 0.5 | 0.6 | 0.8 | 0.9 | 1.1 | 1.3 | 1.3 | 1.3 | 1.4 | 1.6 | 1.8 | 1.8 | 2.1 | 2.1 | ||
| d1 / 最大值 | 1.52 | 1.9 | 2.24 | 2.57 | 2.9 | 3.3 | 3.53 | 3.91 | 4.22 | 4.8 | 5.46 | 6.25 | 8 | 9.65 | ||
| d1 / 最小值 | 1.38 | 1.76 | 2.1 | 2.43 | 2.76 | 3.12 | 3.35 | 3.73 | 4.04 | 4.62 | 5.28 | 6.03 | 7.78 | 9.43 | ||
| d2 / 最大值 | 0.91 | 1.24 | 1.63 | 1.9 | 2.18 | 2.39 | 2.64 | 2.92 | 3.1 | 3.58 | 4.17 | 4.88 | 6.2 | 7.85 | ||
| d2 / 最小值 | 0.84 | 1.17 | 1.52 | 1.8 | 2.08 | 2.29 | 2.51 | 2.77 | 2.95 | 3.43 | 3.99 | 4.7 | 5.99 | 7.59 | ||
| d3 / 最大值 | 0.79 | 1.12 | 1.47 | 1.73 | 2.01 | 2.21 | 2.41 | 2.67 | 2.84 | 3.3 | 3.86 | 4.55 | 5.84 | 7.44 | ||
| d3 / 最小值 | 0.69 | 1.02 | 1.37 | 1.6 | 1.88 | 2.08 | 2.26 | 2.51 | 2.69 | 3.12 | 3.68 | 4.34 | 5.64 | 7.24 | ||
| c / 最大值 | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 | 0.15 | 0.15 | 0.15 | 0.15 | 0.15 | ||
| r ≈ | – | – | – | – | – | – | 0.5 | 0.6 | 0.6 | 0.7 | 0.8 | 0.9 | 1.1 | 1.4 | ||
| y / Type C | 1.4 | 1.6 | 2 | 2.3 | 2.6 | 3 | 3.2 | 3.5 | 3.7 | 4.3 | 5 | 6 | 7.5 | 8 | ||
| y / Type F | 1.1 | 1.2 | 1.6 | 1.8 | 2.1 | 2.5 | 2.5 | 2.7 | 2.8 | 3.2 | 3.6 | 3.6 | 4.2 | 4.2 | ||
| y / Type R | – | – | – | – | – | – | 2.7 | 3 | 3.2 | 3.6 | 4.3 | 5 | 6.3 | – | ||
| 编号 | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 10 | 12 | 14 | 16 | 20 | ||
ASME B18.6.3-2013 自攻螺钉通用要求
ASME B18.6.3-2013《机械螺钉、自攻钉和金属驱动螺钉》为美国机械螺钉产品国家标准,该标准规定了各种头型的开槽、十字槽、方槽、梅花槽等机械螺钉的通用要求、尺寸以及特殊位置的测量方式。目前该标准的产品尺寸在易紧通网站上已有较为详细的说明,但在具体的产品要求上并未有详细的描述,以下就标准中对自攻螺钉的通用要求做个简单介绍,以供参考,如若文中有与英文原件不一致的描述,则应以英文原件内容为准。
自攻螺钉的种类和应用
本标准和附录所涵盖的自攻钉包括普通自攻螺钉(螺纹成形自攻螺钉)、自切自攻螺钉(螺纹切削自攻螺钉)和自挤自攻螺钉(螺纹辗制自攻螺钉)。
1.1 普通自攻螺钉(螺纹成形自攻螺钉)
普通自攻螺钉(螺纹成形自攻螺钉)一般适用于允许或希望有较大内应力的材料,以此提高防松性。
1.1.1 AB型和ABR型
AB型自攻螺钉的螺纹为宽牙螺纹(自攻螺纹),末端为尖尾。主要应用于薄金属板、胶合板和石棉复合物等。AB型自攻螺钉具有广泛的适用性,因此被推荐作为A型自攻螺钉的替代型式。当末端尖角设计为圆角时,则称为ABR型。
1.1.2 B型和BP型
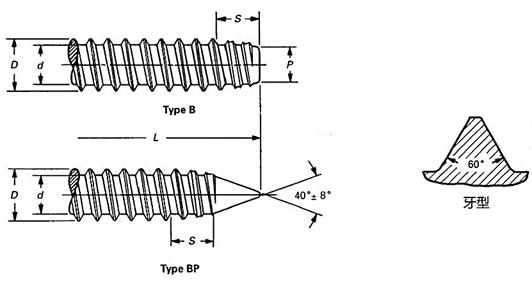
B型自攻螺钉的螺纹为宽牙螺纹(自攻螺纹),末端为平尾且具有一段不完整螺纹的锥形送进螺纹部分。主要应用于薄金属板、有色金属铸件、塑料、胶合板和石棉复合物等。
BP型自攻螺钉的螺纹与B型一样,且其末端为尖尾且尖尾处没有螺纹。主要用于刺穿织物或对准被连接件上的孔。
1.1.3 A型
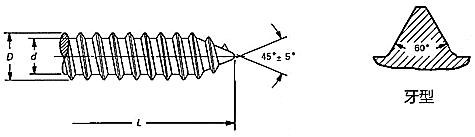
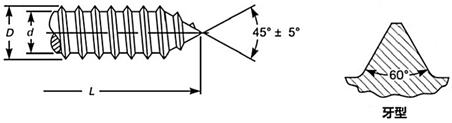
A型自攻螺钉的螺距比AB型更大,末端为尖尾。主要应用于薄金属板、胶合板和石棉复合物等。
1.1.4 C型
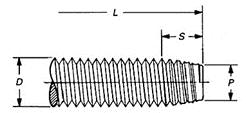
C型自攻螺钉的螺纹为机螺纹(美国统一螺纹),末端是平尾且具有一段不完整螺纹的锥形送进螺纹部分。C型自攻螺钉不需要按一般机螺纹那样用螺纹量规测量,但应符合规定的尺寸。由于C型螺钉的应用在减少,且拧入扭矩较大,因此在新设计中不推荐采用。
1.2 自切自攻型螺钉(螺纹切削自攻螺钉)
一般用于不希望产生破坏性内应力的材料,或用于认为使用一般自攻螺钉扭矩过大的场合。这种类型的主要特征是其末端具有切削凹槽或开口。当拧入预制孔时,可类似丝锥一样,切削出与之配合的内螺纹。
1.2.1 BF型和BT型
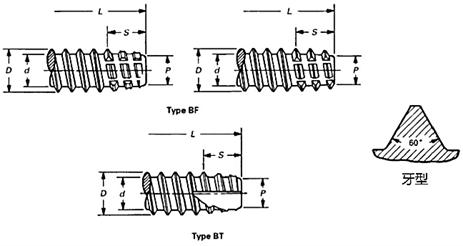
BF型和BT型自切自攻螺钉的螺纹和B型一样是宽牙螺纹(自攻螺纹),末端为平尾且具有一段完整或不完整螺纹的锥形送进部分。BF型的锥形送进螺纹部分的螺纹可以是完整螺纹或不完整螺纹,并有一个或一个以上的切削刃口和出屑槽。BT型锥形送进螺纹部分的螺纹是不完整螺纹。这些螺钉主要用于塑料、石棉制品和其他类似制品。
1.2.2 D型、F型、G型和T型
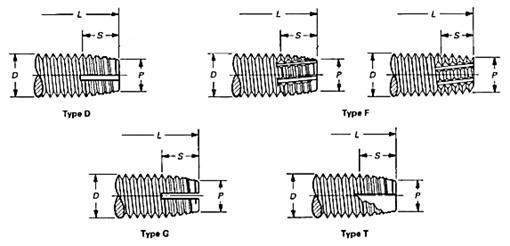
此类自攻螺钉的螺纹均为机螺纹(美制统一螺纹),末端为平尾且具有一段锥形送进螺纹部分。锥形送进螺纹部分有一个或多个切削刃口和出屑槽。F型的锥形送进螺纹部分可以是完整螺纹或不完整螺纹,其他类型都为不完整螺纹。这些自切螺钉的螺纹不需要按一般机螺纹那样用螺纹量规测量,但应符合规定的尺寸。此类螺钉主要用于铝、锌和铅的压铸件,薄钢板和型钢,铸铁,黄铜,塑料等材料。
1.3 自挤自攻螺钉 – TRS型
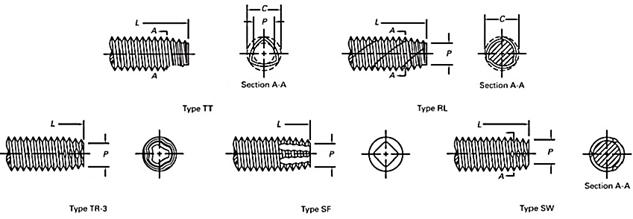
自挤螺钉的螺纹近似于美国统一螺纹,具有机螺纹的“直径-螺距”组合,末端平尾且具有一段锥形送进螺纹部分。螺钉的杆部和/或锥形送进螺纹部分有一些特殊的环状沟槽,使得螺钉在切削出相配合的内螺纹时不产生切屑。
螺纹及末端
标准所包括的自攻螺钉,其螺纹和末端的说明详见第1条。B、BP、BF、BT、C、D、F、G和TRS型自攻螺钉的末端应具有锥形螺纹送进部分。该部分螺纹直径比正常螺纹直径的小径稍小一些,长度是从末端到第一扣完整螺纹之间的距离。关于其他细节可查阅相关末端型式的表格。
自攻螺钉的螺纹长度
自攻螺钉的螺纹长度应符合以下要求:
3.1 A型、AB型、B型、BF型、BP型和BT型
| 规格 | 长度 L | 小于等于 L | 大于 L | |
| 全螺纹(满扣) | 部分螺纹(半扣) | |||
| A型 | AB型、B型、BF型、BP型和BT型 | A型、AB型、B型、BF型、BP型和BT型 | ||
| Y max ① | Y max ① | LT min ② | ||
| 0# | 7/16 | 0.025 | 0.021 | 0.36 |
| 1# | 9/16 | 0.031 | 0.024 | 0.44 |
| 2# | 5/8 | 0.031 | 0.031 | 0.52 |
| 3# | 3/4 | 0.036 | 0.036 | 0.59 |
| 4# | 13/16 | 0.042 | 0.042 | 0.67 |
| 5# | 15/16 | 0.05 | 0.05 | 0.75 |
| 6# | 1 | 0.056 | 0.05 | 0.83 |
| 7# | 1–1/8 | 0.062 | 0.053 | 0.91 |
| 8# | 1–1/4 | 0.067 | 0.056 | 0.98 |
| 10# | 1–3/8 | 0.083 | 0.062 | 1.14 |
| 12# | 1–5/8 | 0.091 | 0.071 | 1.3 |
| 14# | 1–3/4 | 0.1 | 1.45 | |
| 1/4 | 1–3/16 | 0.071 | 1.5 | |
| 16# | 1–3/16 | 0.1 | 1.5 | |
| 18# | 1–3/16 | 0.111 | 1.5 | |
| 5/16 | 1–3/16 | 0.083 | 1.5 | |
| 20# | 1–7/8 | 0.111 | 1.5 | |
| 24# | 1–7/8 | 0.111 | 1.5 | |
| 3/8 | 1–7/8 | 0.083 | 1.5 | |
| 7/16 | 1–7/8 | 0.1 | 1.5 | |
| 1/2 | 1–7/8 | 0.1 | 1.5 | |
① Y —— 头下无螺纹长度(肩距)等于1倍螺距,精确到小数后三位。
② LT —— 螺纹长度。0#~14#的螺纹长度按螺钉公称直径的6倍计算,精确到小数后两位。
这些自攻螺钉的螺纹均为宽牙螺纹(自攻螺纹)。螺钉公称长度小于或等于表中“长度L”时,完整螺纹应尽可能加工到头下(即全螺纹)。在头下Y范围内,应保证螺纹小径在规定的极限尺寸内。螺钉公称长度大于表中“长度L”时,如若客户没有要求,最小完整螺纹长度按表中LT列的规定。
3.2 C、D、G、T和TRS型
| 格 | 全螺纹(满扣) | 部分螺纹(半扣) | |||||||
| 螺钉公称 | 头下无螺纹长度(肩距) | 螺钉公称 | 头下无螺纹长度(肩距) | 完整螺纹长度(扣长) | |||||
| 长度 | Y max. ① | 长度 | Y max. ② | 螺钉公称 | LT min. ③ | ||||
| 长度 | |||||||||
| ≤ | 粗牙 | 细牙 | > | ≤ | 粗牙 | 细牙 | > | ||
| 2# | 1/4 | 0.018 | 0.016 | 1/4 | 5/8 | 0.036 | 0.032 | 5/8 | 0.52 |
| 3# | 5/16 | 0.021 | 0.018 | 5/16 | 3/4 | 0.042 | 0.036 | 3/4 | 0.59 |
| 4# | 11/32 | 0.025 | 0.021 | 11/32 | 7/8 | 0.05 | 0.042 | 7/8 | 0.67 |
| 5# | 3/8 | 0.025 | 0.023 | 3/8 | 1 | 0.05 | 0.046 | 1 | 0.75 |
| 6# | 13/32 | 0.031 | 0.025 | 13/32 | 1–1/16 | 0.062 | 0.05 | 1–1/16 | 0.83 |
| 8# | 1月2日 | 0.031 | 0.028 | 1/2 | 1–3/16 | 0.062 | 0.056 | 1–3/16 | 0.98 |
| 10# | 9/16 | 0.042 | 0.031 | 9/16 | 1–3/8 | 0.083 | 0.062 | 1–3/8 | 1.14 |
| 12# | 5/8 | 0.042 | 0.036 | 5/8 | 1–9/16 | 0.083 | 0.071 | 1–9/16 | 1.3 |
| 1/4 | 3/4 | 0.05 | 0.036 | 3/4 | 1–13/16 | 0.1 | 0.071 | 1–13/16 | 1.5 |
| 5/16 | 15/16 | 0.056 | 0.042 | 15/16 | 1–7/8 | 0.111 | 0.083 | 1–7/8 | 1.5 |
| 3/8 | 1–1/8 | 0.062 | 0.042 | 1–1/8 | 2 | 0.125 | 0.083 | 2 | 1.5 |
| 7/16 | 1–5/16 | 0.071 | 0.05 | 1–5/16 | 2 | 0.143 | 0.1 | 2 | 1.5 |
| 1/2 | 1–1/2 | 0.077 | 0.05 | 1–1/2 | 2 | 0.154 | 0.1 | 2 | 1.5 |
① Y —— 头下无螺纹长度(肩距)等于1倍螺距,精确到小数后三位。
② Y —— 头下无螺纹长度(肩距)等于2倍螺距,精确到小数后三位。
③ LT—— 螺纹长度。2#~12#的螺纹长度按螺钉公称直径的6倍计算,精确到小数后两位。
这些自攻螺钉的螺纹均为机械螺纹(统一螺纹)。螺钉公称长度在表2满扣(全螺纹)范围内时,应尽可能将螺纹加工到头下(即全螺纹)。无螺纹长度Y应尽可能短。测量时应平行于螺纹轴线,从支承面测量至3A级通端螺纹环规端面的距离(此环规应无内倒角或沉头孔)。测量时应将环规用手拧入螺钉,而且应尽量拧紧,当螺钉长度大于表2中规定的长度时,如若客户没有要求,最小完整螺纹长度按表2中LT列的规定。
3.3 F型
F型自攻螺钉的螺纹为机械螺纹(统一螺纹)。螺钉公称长度在表2满扣(全螺纹)范围内时,应尽可能将螺纹加工到头下(即全螺纹)。在头下Y范围内,应保证螺纹小径在规定的极限尺寸内。当螺钉长度大于表2中规定的长度时,如若客户没有要求,最小完整螺纹长度按表2中LT列的规定。
自攻螺钉的杆部直径
4.1 除精整头型(Trim head)外,AB、A、B、BF、BP和BT型自攻螺钉的光杆直径应既不小于螺纹小径最小值,也不大于螺纹大径最大值。
不是全螺纹的精整头型(Trim head)自攻螺钉,在头部下应具有长度最小为0.062in的轴肩。轴肩直径极限尺寸详见相应产品尺寸表。根据制造商选择,可以将轴肩从头部下方一直延伸到螺纹。
4.2 除精整头型(Trim head)外,C、D、F、G、T和TRS型自攻螺钉的光杆直径应既不小于统一螺纹2A级中径最小值,也不大于螺纹大径最大值。
不是全螺纹的精整头型(Trim head)自攻螺钉,在头部下应具有长度最小为0.062in的轴肩。轴肩直径极限尺寸详见相应产品尺寸表。根据制造商选择,可以将轴肩从头部下方一直延伸到螺纹。
自攻螺钉的长度
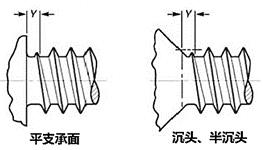
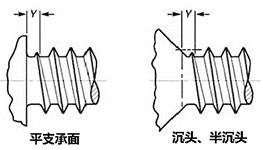
5.1 螺钉公称长度应平行于螺钉轴线测量。对于支承面为平面的螺钉,应从杆部末端测量到支承面。对于沉头螺钉,应从杆部末端测量到头部顶面。对于半沉头螺钉,其公称长度应平行于螺钉轴线、从杆部末端测量到头部顶面与头部直径相交处。半沉头螺钉的总长度L0计算公式为:
L0 = L + C (L:半沉头螺钉公称长度 C:半沉头螺钉头部圆弧高度)
自攻螺钉的直线度
自攻螺钉直线度检验应按ASME B18.2.9标准的规定。
公称长度 ≤ 12in 时,直线度公差为0.006in/in;
12in < 公称长度 ≤ 24in时,直线度公差为0.008in/in
自攻螺钉的材料
自攻螺钉通常用低碳钢经表面硬化以满足规范中规定的性能要求。制造商可选择镇静钢或半镇静钢,但不能是沸腾钢。
注:材料应符合SAE J933标准的规定。
8.1.1 芯部硬度 自攻螺钉芯部硬度为:28~38HRC。硬度应不超过最大值,为了确保在安装和使用中不发生脆断,芯部硬度最大值最好不要超过36HRC。
8.1.2 表面硬度 自攻螺钉表面硬度应≥45HRC。
8.1.3 表面渗碳层深度 在检验自攻螺钉表面渗碳层深度时应根据SAE J423标准检测,在表面硬度不超过42HRC的前提下,其深度应符合标准。
8.2 其他材料 若有指定,自攻螺钉也可以用其他材料制造。材料和性能应由供需双方同意。
拧入性能实验
除BF型和BT型自攻螺钉外,所有自攻螺钉应能拧入表3规定的标准试验板。
自攻螺钉拧入试验板后应能形成或切削出与之配合的螺纹,直到锥形螺纹末端完全通过试验板为止。螺钉的末端及螺纹不应有任何变形。
表3中规定的预制孔直径原是按试验普通(不涂不镀)螺钉确定的,随后的经验表明,这些孔径尺寸也适用于大多数工业表面处理的螺钉。然而,有些保护层尤其是厚涂(镀)层,会改变螺钉的性能特性。如果有这类保护层的螺钉未能通过试验,应去掉保护层,并烘烤和涂上润滑油,在普通表面状态下重新试验。如果螺钉按上述方法处理后通过了试验,则可确认合格,而因保护层引起的问题,需由供需双方协商解决。若螺钉是在交付给买方后进行电镀,或螺钉的电镀由买方控制下进行的,则螺钉制造商不对电镀造成的故障负责。
表3 自攻螺钉拧入性能试验用标准试验板厚度和孔径
| 螺钉 | 厚度 | 孔的尺寸 | |||||||||||||||||||||
| 规格 | AB、A、B、BP和C型 | D、F、G和T型 | TRS型 | A型 | AB、B和BP型 | C型 | D、F、G和T型 | TRS型 | |||||||||||||||
| 粗牙 | 细牙 | 粗牙 | 细牙 | 粗牙 | 细牙 | ||||||||||||||||||
| 规格 | 最大值 | 最小值 | 最大值 | 最小值 | 最大值 | 最小值 | 钻头 | 孔径 | 钻头 | 孔径 | 钻头 | 孔径 | 钻头 | 孔径 | 钻头 | 孔径 | 钻头 | 孔径 | 钻头 | 孔径 | 钻头 | 孔径 | |
| 规格 | 规格 | 规格 | 规格 | 规格 | 规格 | 规格 | 规格 | ||||||||||||||||
| 2# | 18 | 0.05 | 0.046 | 0.08 | 0.076 | 0.127 | 0.123 | 48# | 0.076 | 48# | 0.076 | 48# | 0.076 | 48# | 0.076 | 49# | 0.073 | 1.90mm | 0.075 | ||||
| 3# | 18 | 0.05 | 0.046 | 0.096 | 0.092 | 0.127 | 0.123 | 46# | 0.081 | 46# | 0.081 | 44# | 0.086 | 43# | 0.089 | 46# | 0.081 | 2.20mm | 0.087 | ||||
| 4# | 18 | 0.05 | 0.046 | 0.111 | 0.107 | 0.127 | 0.123 | 44# | 0.086 | 44# | 0.086 | 41# | 0.096 | 40# | 0.098 | 41# | 0.096 | 40# | 0.098 | ||||
| 5# | 18 | 0.05 | 0.046 | 0.111 | 0.107 | 0.127 | 0.123 | 36# | 0.1065 | 36# | 0.1065 | 35# | 0.11 | 35# | 0.11 | 37# | 0.101 | 35# | 0.11 | ||||
| 6# | 14 | 0.077 | 0.073 | 0.1425 | 0.1385 | 0.127 | 0.123 | 32# | 0.1165 | 32# | 0.1165 | 31# | 0.12 | 1月8日 | 0.125 | 31# | 0.12 | 31# | 0.12 | ||||
| 7# | 14 | 0.077 | 0.073 | 30# | 0.1285 | 30# | 0.1285 | ||||||||||||||||
| 8# | 14 | 0.077 | 0.073 | 0.142 | 0.138 | 0.1905 | 0.1845 | 29# | 0.136 | 29# | 0.136 | 27# | 0.144 | 26# | 0.147 | 26# | 0.147 | 26# | 0.147 | ||||
| 10# | 1/8 | 0.127 | 0.123 | 0.1905 | 0.1845 | 0.1905 | 0.1845 | 21# | 0.159 | 21# | 0.159 | 19# | 0.166 | 11/64 | 0.1719 | 17# | 0.173 | 16# | 0.177 | 19# | 0.166 | 11/64 | 0.172 |
| 12# | 1/8 | 0.127 | 0.123 | 0.1905 | 0.1845 | 0.1905 | 0.1845 | 3/16 | 0.1875 | 3/16 | 0.1875 | 11# | 0.191 | 10# | 0.1935 | 8# | 0.199 | 11# | 0.191 | ||||
| 14# | 1/8 | 0.127 | 0.123 | 5.5mm | 0.2165 | ||||||||||||||||||
| 1/4 | 3/16 | 0.1905 | 0.1845 | 0.253 | 0.247 | 0.254 | 0.246 | 5.5mm | 0.2165 | 7/32 | 0.2188 | 1 | 0.228 | 1 | 0.228 | A | 0.234 | O | 0.219 | ||||
| 16# | 3/16 | 0.1905 | 0.1845 | B | 0.238 | ||||||||||||||||||
| 18# | 3/16 | 0.1905 | 0.1845 | G | 0.261 | ||||||||||||||||||
| 5/16 | 3/16 | 0.1905 | 0.1845 | 0.3155 | 0.3095 | 0.3175 | 0.3075 | I | 0.272 | J | 0.277 | L | 0.29 | L | 0.29 | M | 0.295 | J | 0.277 | ||||
| 20# | 3/16 | 0.1905 | 0.1845 | L | 0.29 | ||||||||||||||||||
| 24# | 3/16 | 0.1905 | 0.1845 | 11/32 | 0.3438 | ||||||||||||||||||
| 3/8 | 3/16 | 0.1905 | 0.1845 | 0.378 | 0.372 | 0.38 | 0.37 | 21/64 | 0.3281 | R | 0.339 | 11/32 | 0.3438 | T | 0.358 | T | 0.358 | R | 0.339 | ||||
| 7/16 | 3/16 | 0.1905 | 0.1845 | 0.4425 | 0.4325 | 13/32 | 0.4062 | 10.0mm | 0.394 | ||||||||||||||
| 1/2 | 3/16 | 0.1905 | 0.1845 | 0.505 | 0.495 | 15/32 | 0.4688 | 0.456 | |||||||||||||||
螺钉必须使用适当的方式牢固夹紧,使螺纹的夹紧部分不受损伤,至少在夹具上方至少留有两扣完整螺纹,在夹具内也至少固定两扣完整螺纹(不包括末端、容屑槽或狭槽)。(可使用盲孔代替螺纹夹紧装置,但孔的深度必须确保破坏发生在末端、容屑槽或狭槽以外的地方。)用校准合格的扭矩测量装置对螺钉施加扭矩,直至螺钉破坏。将螺钉拧成两段所需的扭矩不得小于表5中对各种型号、尺寸的螺钉所规定的最小值。
延展性实验
螺钉试件插入淬硬的10°楔垫(或其他合适的夹具)的孔中。孔径应比螺钉公称直径大0.020in ~ 0.040in。对螺钉头顶部施加轴向压力,直到螺钉头下支承面相对于与垂直于螺钉轴线的平面永久弯曲(这可以通过使用锤子进行单次或多次敲击,以实现永久弯曲),螺钉头、杆结合处不能出现裂缝。
注:ASME B18.6.4中上文划线部分要求是“直到螺钉头下支承面产生永久变形并与垂直于螺钉轴线的平面之间夹角达到10°”,但在本标准并未提及弯曲多少度。
抗氢脆性实验
电镀螺钉应按表3中的规定安装在钢制试验板上,螺钉头下可用一个或多个标准钢垫圈,以防止沉头螺钉的头部和螺纹终点与试板表面接触。对于具有光杆的长螺钉,应在螺钉头部和试板之间使用长度适当的钢垫块,以确保在试板厚度范围内保持完整的螺纹啮合。
将5颗螺钉拧至失效(即螺钉断裂为两部分或更多部分)并求出失效值的平均值。将样品螺钉拧紧至平均失效扭矩的80%。螺钉应在此拧紧状态下保持24小时。然后重新施加原来的脆化试验扭矩,不得出现螺钉失效的迹象。