紧固件头部坚固性试验
通则
本试验用于检查头部与无螺纹杆部或螺纹过渡圆处的牢固性。检查时,锤击置于有规定角度试验模中的紧固件头部。
注:通常,本试验用于因紧固件太短,而不能实施楔负载试验的场合。
适用范围
本试验适用于符合以下规定的螺栓和螺钉:
——头部承载能力强于螺纹杆部;
——公称长度l≥1.5d;
——d≤10 mm;
——所有性能等级。
试验装置
试验模如图所示,并应符合以下规定:
——硬度:≥45 HRC;
——通孔直径dh和圆角r1,按规定;
——最小厚度:≥2d;
——β角:按规定。

a l≥1.5d。
b 试验模厚度≥2d。
试验程序
试件应为经尺寸等检验合格的紧固件。
头部坚固性试验应使用图7所示的试验模。
试验模应固定牢固。用手锤击打螺栓或螺钉头部数次,使头弯曲90°— β角。β角按规定。
应放大8~10倍进行检查。
试验结果 技术要求
在头部与无螺纹杆部或螺纹过渡圆处,不应发现裂缝。
全螺纹的螺钉,即使在第一扣螺纹上出现裂缝,只要头部未断掉,仍应视为符合本试验要求。
硬度试验
通则
本试验可测定:
——对不能实施拉力试验的紧固件:测定紧固件的硬度;
——对能实施拉力试验的紧固件:测定紧固件的最高硬度。
注:硬度与抗拉强度可能没有直接的换算关系。最大硬度值的规定,除考虑理论的最大抗拉强度外,还有其他因素(如,避免脆断)。
可以在适当表面,或者螺纹横截面上测定硬度。
适用范围
本试验适用于符合以下规定的紧固件:
——所有规格;
——所有性能等级。
试验方法
可以采用维氏、布氏或洛氏硬度试验测定硬度。
a) 维氏硬度试验
维氏硬度试验应按GB/T 4340.1的规定。
b) 布氏硬度试验
布氏硬度试验应按GB/T 231.1的规定。
c) 洛氏硬度试验
洛氏硬度试验应按GB/T 230.1的规定。
试验程序
通则
应使用经尺寸等检验合格的紧固件进行硬度试验。
在螺纹横截面测定硬度
在距螺纹末端1d处取一横截面,并应经适当处理。
在1/2半径与轴心线间的区域内测定硬度,见图。

说明:
1——紧固件轴心线;
2——1/2半径区域。
在表面测定硬度
去除表面镀层或涂层,并对试件适当处理后,在头部平面、末端或无螺纹杆部测定硬度。
常规检查,可使用本方法。
测定硬度用试验载荷
维氏硬度试验用最小载荷为98N。
布氏硬度的试验载荷等于30D2,单位为N。
技术要求
对不能实施拉力试验的紧固件和短螺纹长度的栓接结构用螺栓(对拉力试验其螺纹长度短的、未旋合螺纹的长度lth<1d),其硬度应在表3规定的范围内。
对能实施拉力试验的紧固件、未旋合螺纹的长度lth≥1d、腰状杆紧固件,以及机械加工试件,其硬度均不应超过规定的最大值。
4.6级、4.8级、5.6级、5.8级和6.8级紧固件,应接规定在紧固件的末端测定硬度,并且不应超过表3规定的最大值。
对热处理紧固件,在1/2 半径区域内测定的硬度值之差,若不大于30 HV,则证实材料中马氏体已达到90%的要求。
4.8级、5.8级和6.8级冷作硬化紧固件,应按9.9.4.2的规定测定硬度,并且应在规定的硬度范围内。
如有争议,应按9规定,并使用维氏硬度进行仲裁试验。
脱碳试验
通则
本试验可测定淬火并回火紧固件的表面脱碳和脱碳层深度。
注:由热处理工艺造成的,超过表3规定的脱碳层,会降低螺纹强度并可能造成其失效。
表面碳量的状态应用以下两个方法中的一个测定:
——金相法;
——硬度法。
金相法可以测定螺纹全脱碳层的深度G和螺纹未脱碳层的高度E。
硬度法可以测定螺纹未脱碳层的高度E和用显微-硬度法测定不完全脱碳。
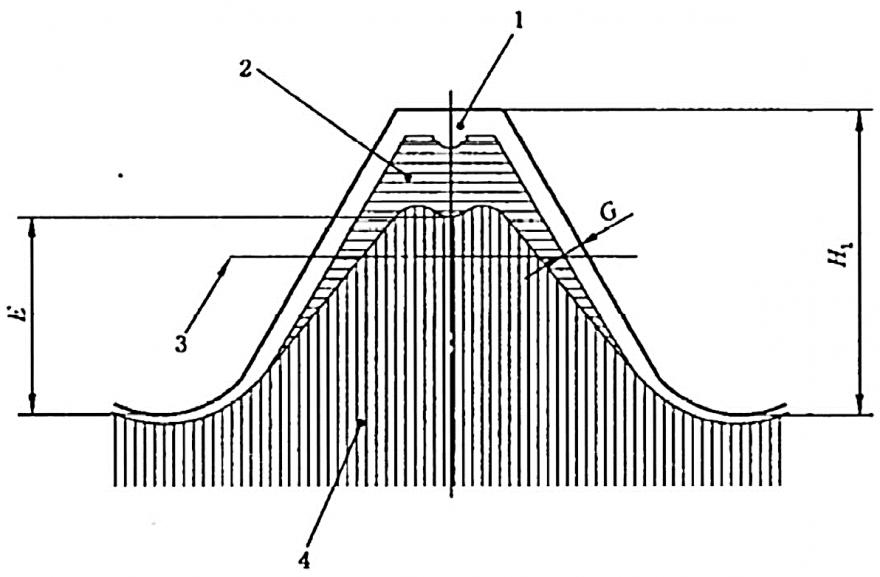
说明:
1——全脱碳;
2——不完全脱碳;
3——中径线;
4——基体金属;
E——螺纹未脱碳层的高度;
G——螺纹全脱碳层的深度;
H1——最大实体条件下外螺纹的牙型高度。
金相法
适用范围
本方法适用于符合以下规定的紧固件:
——所有规格;
——8.8级~12.9/12.9级。
试件的制备
应从完成全部热处理工序,并应去除镀层或其他涂层后的紧固件上制取试件。
在距螺纹末端约一个公称直径(1d)、沿螺纹轴心线截取一纵向截面的试件。试件应嵌入塑料中或安装在夹具中。安装后,对表面进行研磨和抛光,直至可进行金相检查。
注:通常,浸入3%的硝酸乙醇腐蚀液(浓硝酸与乙醇混合液),能显示由于脱碳而造成的金相结构的变化。
试验程序
将试件置于显微镜下,除非另有协议,否则应放大100倍进行检查。
如果显微镜带有毛玻璃屏,则可藉助刻度直接测量脱碳程度。如果用目镜测量,则应使用带十字准线或刻度的显微镜。
技术要求
全脱碳层的最大深度G应符合规定的技术要求。不完全脱碳层的高度E应符合规定的技术要求。
最大实体条件下,外螺纹的牙型高度H1和螺纹不完全脱碳层的最小高度值Emin
| 螺距Pa | 0.5 | 0.6 | 0.7 | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2.5 | 3 | 3.5 | 4 | ||
| H1 | 0.307 | 0.368 | 0.429 | 0.491 | 0.613 | 0.767 | 0.92 | 1.074 | 1.227 | 1.534 | 1.84 | 2.147 | 2.454 | ||
| 性能等级 | 8.8、9.8 | Eminb | 0.154 | 0.184 | 0.215 | 0.245 | 0.307 | 0.384 | 0.46 | 0.537 | 0.614 | 0.767 | 0.92 | 1.074 | 1.227 |
| 10.9 | 0.205 | 0.245 | 0.286 | 0.327 | 0.409 | 0.511 | 0.613 | 0.716 | 0.818 | 1.023 | 1.227 | 1.431 | 1.636 | ||
| 12.9/12.9 | 0.23 | 0.276 | 0.322 | 0.368 | 0.46 | 0.575 | 0.69 | 0.806 | 0.92 | 1.151 | 1.38 | 1.61 | 1.841 | ||
| a P<1.25mm,仅用金相法。 | |||||||||||||||
| b 按表3中No.14的规定计算。 | |||||||||||||||
硬度法
适用范围
本方法适用于符合以下规定的紧固件:
——螺距P≥1.25mm;
——8.8级~12.9/12.9级。
试件的制备
应按制备试件,但不需要腐蚀和去除表面镀层。
试验程序
按规定测量第1点和第2点的维氏硬度,试验力为2.942N(维氏硬度试验HV0.3)

说明:
E ——螺纹未脱碳层的高度,mm; 未脱碳:HV(2)≥HV(1)-30
H1——最大实体条件下外螺纹的牙型高度,mm; 未脱碳:HV(3)≥HV(1)-30
1、2、3——测量点(第1点);
4 ——中径线。
a 给出0.14mm值仅表明在螺距线上该点的位置
技术要求
第2点的维氏硬度值,HV(2)应等于或大于第1点维氏硬度,HV(1)减去30个维氏单位。螺纹未脱碳层的高度E应符合规定的技术要求。
注:全脱碳达到表3规定的最大值时,不能采用硬度测量法。
增碳试验
通则
本试验适用于测定淬火并回火紧固件的表面在热处理工艺中是否形成增碳。对于表层增碳状态的评定,基体金属硬度和表面硬度的差值是决定性指标。
注:由于增加表面硬度能造成脆断或降低抗疲劳性,所以增碳是有害的。应仔细区分硬度的增加:是由于增碳还是热处理或表面冷作硬化而引起的,例如热处理后辗制螺纹。
可采用以下方法之一进行增碳试验:
——在纵向截面上测定硬度;
——在表面测定硬度。
如有争议,以及当P≥1.25mm时,按9.11.2规定的硬度试验,是仲裁试验方法。
在纵向截面测定硬度
适用范围
本方法适用于符合以下规定的紧固件:
——螺距P≥1.25 mm;
——8.8级~12.9/12.9级。
试件的制备
按制备试件,但不需要腐蚀和去除表面镀层。
试验程序
测量第1点和第3点的维氏硬度。试验力为:2.942N(维氏硬度试验HV0.3)。
如果在按试验中已使用过的试件,则第3点的硬度应在螺纹螺距线上,并在测定第1点和第2点硬度相邻的牙上进行测定。
技术要求
第3点的维氏硬度值,HV(3)应等于或小于第1点维氏硬度,HV(1)加上30个维氏单位。
超过30个维氏单位,表示已增碳,见表3(No.13和脚注h、i和j)对10.9级和12.9/12.9级的硬度规定。
在表面测定硬度
适用范围
本方法适用于符合以下规定的紧固件:
——所有规格;
——8.8级~12.9/12.9级。
试件的制备
在紧固件的头部或末端用研磨或抛光准备一个适当的平面,以确保材料表面原始特征的复现与保持。
从距螺纹末端1d处截取一个横截面,并经适当地制备。
试验程序
表面硬度应在制备的表面进行测定。
应在横截面上测定基体金属硬度。
测定以上硬度中使用的试验力为:2.942N(维氏硬度试验HV0.3)。
技术要求
表面硬度值应等于或小于基体金属硬度值加上30个维氏单位。
超过30个维氏单位,表示已增碳,(No.13和脚注h)。对10.9级或12.9/12.9级最大表面硬度不应大于390HV或435HV。
再回火试验
通则
适用范围
本方法适用于符合以下规定的紧固件:
——所有规格;
——8.8级~12.9/12.9级。
试验程序
按规定测定维氏硬度,并在一个紧固件上读取三点数值。
再回火本紧固件,零件温度应比表2规定的最低回火温度低10℃,并保持30min。再回火后,在同一紧固件上并在与第一次测定相同的区域,测定新的三点维氏硬度值。
技术要求
对比再回火前、后三点硬度平均值,再回火后,(如果有时)硬度降低,应小于20个维氏硬度。
扭矩试验
通则
本扭矩试验可以测定破坏扭矩MB,适用于不能进行拉力试验的螺栓和螺钉。
适用范围
本试验适用于符合以下规定的紧固件:
——头部承载能力强于螺纹杆部的螺栓和螺钉;
—–无螺纹杆部直径ds>d2或ds=d2 ;
——螺纹长度b≥1d+2P ;
——1.6 mm≤d≤10 mm;
——4.6级~12.9/12.9级。
注: GB/T 3098.13中未对4.6级~6.8级规定数值。
试验仪器与装置
见GB/T 3098.13。
试验程序
试件应为经尺寸等检验合格的紧固件。
按GB/T 3098.13规定将螺栓或螺钉装入试验夹具,应至少有1d螺纹长度。从头部到螺纹收尾,或无螺纹杆部到螺纹收尾的未旋合螺纹的长度lth至少有2P。应连续施加扭矩。
注:ISO 898-7:1992(GB/T 3098.13-1996,idt)已列入修订计划。有关基本研究的一项调研已表明对未旋合螺纹和螺纹啮合长度的数值可能相互交换。
试验结果
方法
见GB/T 3098.13。
技术要求
见GB/T 3098.13。
有争议时,以下列试验为准:
——对不能进行拉力试验的螺栓和螺钉:按规定的硬度试验为仲裁试验;
——对能进行拉力试验的螺栓和螺钉:拉力试验为仲裁试验。
机械加工试件冲击试验
通则
本试验用于检验在规定的低温条件下,紧固件材料的韧性。如在产品标准或供需双方协议中有要求时,方可实施本试验。
适用范围
本试验适用于符合以下规定的紧固件:
——由螺栓、螺钉和螺柱制取的机械加工试件;
——d≥16 mm;
——螺栓和螺钉的总长(包括头部)≥ 55 mm;
——螺柱的总长,lt≥55 mm;
——5.6级、8.8级、9.8级、10.9级和12.9/12.9级。
试验仪器与装置
试验仪器与装置应符合GB/T 229的规定。
机械加工试件
应从尺寸等检验合格的紧固件成品上制取试件。
机械加工试件应符合GB/T 229(夏比V型缺口试验)的规定,该试件应沿螺杆纵向,尽量靠近紧固件表面,并尽可能远离螺纹部分。试件无刻槽的一边应靠近紧固件的表面。
试验程序
机械加工试件应置于恒温 -20℃的条件下,用2mm的摆锤刀刃半径,按GB/T 229的规定进行试验。
技术要求
试件在 -20℃温度下的吸收能量,应符合表3的规定。
注:其他试验温度与吸收能量值,可在有关产品标准中或由供需双方协议规定。
表面缺陷检查
紧固件表面缺陷应控制在能够接收的范围内。对4.6级~10.9级紧固件表面缺陷的检查,应按GB/T 5779.1的规定。由供需双方协议也可按GB/T 5779.3进行检查。
对12.9/12.9级紧固件表面缺陷的检查,应按GB/T 5779.3的规定。
在MP1系列试验的情况下,表面缺陷的检查应在机械加工前实施。