紧固件断后伸长率实验
塑性伸长ΔLP 是在电子装置或者用图解法绘制的载荷-位移曲线上直接进行测量,见图 。
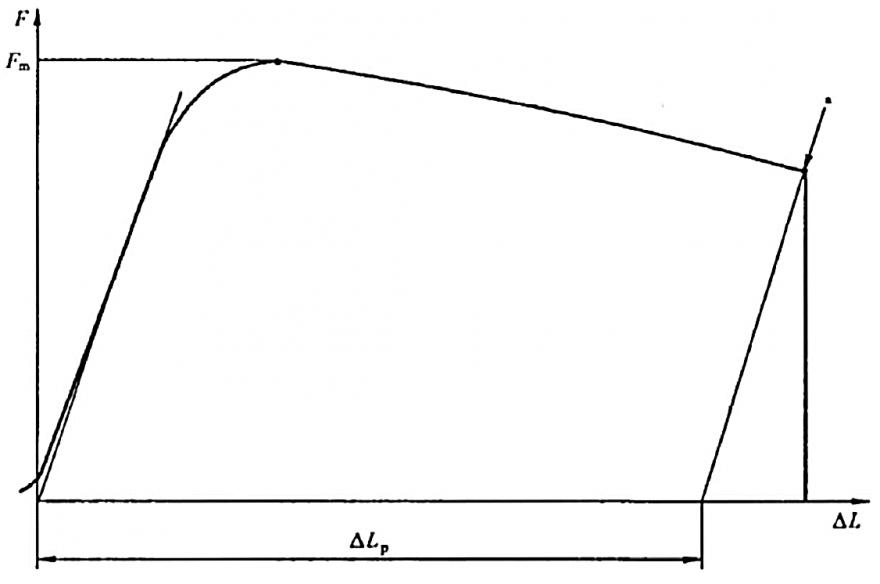
应测量弹性范围(曲线的直线部分)的倾斜角(斜率部分);通过断裂点画一条平行于载荷-伸长曲线中弹性变形阶段直线部分的平行线,见图3中a线。该断裂点与夹紧位移的轴心线相交的直线a应与伸长量坐标(横坐标)ΔL相交,应测出塑性伸长ΔLP,见图3。
有争议时,例如在测量弹性范围内,直线部分有一定的弧度时,可以通过曲线上相当于0.4FP和0.7FP的两个点画一直线(再按这一直线画通过断裂点的平行线)。FP是表5和表7给出的保证载荷。
接下式计算紧固件实物的断后伸长率:
Af =ΔLP/1.2d
技术要求
对4.8级、5.8级和6.8级Af应符合表3的规定。
测定0.0048d非比例延伸应力RPf
方法
RPf应在载荷-位移曲线上直接测定,见图。

在夹紧位移的轴心线上,等于0.0048d的距离,画一条平行于弹性范围(曲线的直线部分)倾斜角的直线。该线与曲线相交点即相当于载荷FPf。
有争议时,在测量弹性范围内,载荷-位移曲线的倾斜角时,应通过相当于0.4FP和0.7FP与曲线相交的两个点画一直线。FP是表5和表7给出的保证载荷。
按下式计算0.0048d非比例延伸应力RPf:
RPf=FPf/AS,公称
式中:AS,公称 在9.1.6.1中规定。
技术要求
尚无规定的技术要求。
注1: RPf的数值在调查研究中。作为参考,见表3(No.4和脚注e)。
注2:由于制造方法与规格的影响,由紧固件实物试验得到的屈服强度值代替机械加工试件得到的数值是有差异的。
头部弱的螺栓和螺钉拉力试验
通则
本试验为测定因头部设计,预计不断在未旋合螺纹的长度内的螺栓和螺钉的拉力载荷。
适用范围
本试验适用于符合以下规定的螺栓和螺钉:
——无螺纹杆径dS>d2或dS =d2;
——公称长度l≥2.5d;
——螺纹长度b≥2.0d;
——3 mm≤d≤39 mm;
——所有性能等级。
设备
拉力试验机应符合GB/T 16825.1的规定。装夹紧固件时,应避免斜拉,可使用自动定心装置。
试验装置
夹具和螺纹夹具应符合以下规定:
——硬度:≥45HRC;
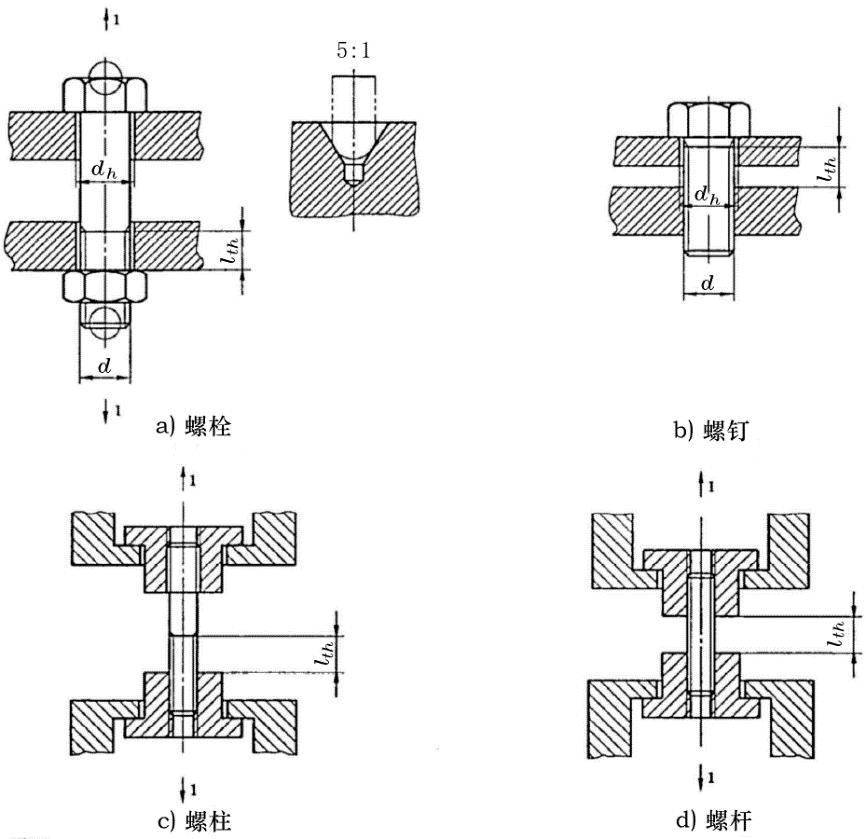
——通孔直径dh :按表15的规定;
——内螺纹夹具的螺纹:按表14的规定。
试验程序
试件应为经尺寸等检验合格的紧固件。
按规定将紧固件试件拧入内螺纹夹具。
对未旋合螺纹的长度lth≥1d。
应按GB/T 228的规定进行拉力试验。试验机夹头的分离速率,不应超过25 mm/min。
拉力试验应持续进行,直至断裂。
测量极限拉力载荷Fm。
试验结果 技术要求
该极限拉力载荷Fm 应等于或大于在相应产品标准或其他技术条件中规定的最小拉力载荷。
腰状杆紧固件拉力试验
通则
本试验适用于测定腰状杆紧固件的抗拉强度Rm(见8.2)。
适用范围
本试验适用于符合以下规定的紧固件:
——无螺纹杆径dS<d2;
——腰状杆长度≥3dS(见图6 LC );
——螺纹长度b≥1d;
——3 mm≤d≤39 mm;
——4.6、5.6、8.8、9.8、10.9和12.9/12.9级。
设备
拉力试验机应按GB/T 16825.1的规定,装夹紧固件时,应避免斜拉,可使用自动定心装置。
试验装置
夹具和螺纹夹具应符合以下规定:
——硬度:≥45 HRC;
——通孔直径dh :按表15的规定;
——内螺纹夹具的螺纹:按表14的规定。
试验程序
试件应为经尺寸等检验合格的紧固件。
将紧固件试件拧入内螺纹夹具。对螺柱试件应使用两个螺纹夹。螺纹有效旋合长度,至少应为1d。
应按GB/T 228的规定进行拉力试验。试验机夹头的分离速率,不应超过25 mm/min。
拉力试验应持续进行,直至断裂。
测量极限拉力载荷Fm 。
根据腰状杆横截面积Ads和试验中测量的极限拉力载荷Fm计算抗拉强度Rm ;
Rm=Fm/Ads
式中:
Ads=(π/4) dS2
技术要求
断裂应发生在腰状杆内。
抗拉强度Rm 应符合规定。
紧固件成品保证载荷试验
通则
保证载荷试验包括两个步骤:
——实施规定的保证载荷;
——测量由保证载荷产生的永久伸长。
适用范围
本试验适用于符合以下规定的紧固件:
——头部承载能力强于螺纹杆部的螺栓和螺钉;
——头部承载能力强于无螺纹杆部的螺栓和螺钉;
——无螺纹杆径dS>d2或dS≈d2;
——螺栓和螺钉的公称长度l≥2.5d;
——螺纹长度b≥2.0d;
——螺柱的总长度lt≥3.0d;
——3 mm≤d≤39 mm;
——所有性能等级。
设备
拉力试验机应按GB/ T 16825. 1的规定。装夹紧固件时,应避免斜拉,可使用自动定心装置。
试验装置
夹具和螺纹夹具应按以下规定:
——硬度:≥45 HRC;
——通孔直径dh :按规定;
——内螺纹夹具的螺纹:按规定
说明:
1——载荷。
注:测头与紧固件末端中心孔间应为“球-锥”接触,其他适当的方法也可使用。
紧固件成品施加保证载荷安装示例
试验程序
试件应为经尺寸等检验合格的紧固件。
试件每端应进行适当加工,为测量长度(施加载荷前、后)应将紧固件置于带球面测头(或其他适当的方法)的台架式测量仪器中。应使用手套或钳子,以使由温度影响的测量误差减少到最小。测量施加载荷前紧固件的总长度l0。
将紧固件试件拧入螺纹夹具。对螺柱应使用两个螺纹夹具。螺纹有效旋合长度,至少应为1d。对未旋合螺纹的长度lth应为1d。
注:为达到lth=1d的要求,建议先把螺纹夹具拧到螺纹收尾;然后,按相当于1d的扣数拧退夹具。
对紧固件轴向施加规定的保证载荷。
试验机夹头的分离速率,不应超过3 mm/min。应保持该保证载荷15s。
卸载后,测量紧固件总长度l1 。
试验结果 技术要求
卸载后,紧固件的总长度l1应与加载前的l0相同(其公差±12.5μm为允许的测量误差)。某些不确定因素,如直线度、螺纹对中性和测量误差,当初次施加保证载荷时,可能导致紧固件明显的伸长。在这种情况下,可使用比表5和表7规定值增大3%的载荷,按9.6.5再次进行试验。如果第二次卸载后的长度(l 2)与其加载前的长度(l1)相同(其公差±1.25μm为允许的测量误差),则应认为符合本试验要求。
机械加工试件拉力试验
通则
本试验可测定:
—抗拉强度Rm;
—下屈服强度ReL或0.2%非比例延伸应力RP0.2;
—机械加工试件的断后伸长率A;
—机械加工试件的断面收缩率Z。
适用范围
本试验适用于符合以下规定的紧固件:
a) 由螺栓和螺钉制取的机械加工试件:
——3mm≤d≤39mm;
——螺纹长度b≥1d;
——测定A:公称长度l≥6d0+2r+d;
——测定Z:公称长度l≥4d0+2r+d。
b)由螺柱制取的机械加工试件:
——3mm≤d≤39mm;
——螺纹长度b≥1d;
——测定A:总长度lt≥6d0+2r+d;
——测定Z:总长度lt≥4d0+2r+d。
c)4.6级、5.6级、8.8级、9.8级和12.9/12.9级。
注:机械加工试件可由因几何尺寸降低了承载能力、头部承载能力强于试件横截面面积(S0)承载能力的螺栓或螺钉上制取,也可以由无螺纹杆径ds<d2的紧固件上制取。
4.8级、5.8级和6.8级(冷作硬化的)紧固件实施实物拉力试验。
设备
拉力试验机应按GB/T 16825.1的规定。装夹紧固件时,应避免斜拉,可使用自动定心装置。
试验装置
夹具和螺纹夹具应按以下规定:
——硬度:≥45 HRC;
——通孔直径dh:按规定;
——内螺纹夹具的螺纹:按规定。
机械加工试件
机械加工试件应由经尺寸等检验合格的紧固件制取。
机械加工试件的直径应为:d0<d3,min,并且尽可能为:d0≥3 mm。
公称直径d>16mm,且淬火并回火紧固件的机械加工试件,其直径的减小量不应超过原有直径d的25%(初始横截面积的44%)。对由螺柱制取的试件,其两端的螺纹长度最小为1d。
试验程序
应按GB/T 228 的规定进行拉力试验。试验机夹头的分离速率:对下屈服强度ReL或0.2%非比例延伸应力RP0.2不应超过10 mm/min,而对其他的项目不应超过25 mm/min。
拉力试验应持续进行,直至断裂。
测量极限拉力载荷Fm 。
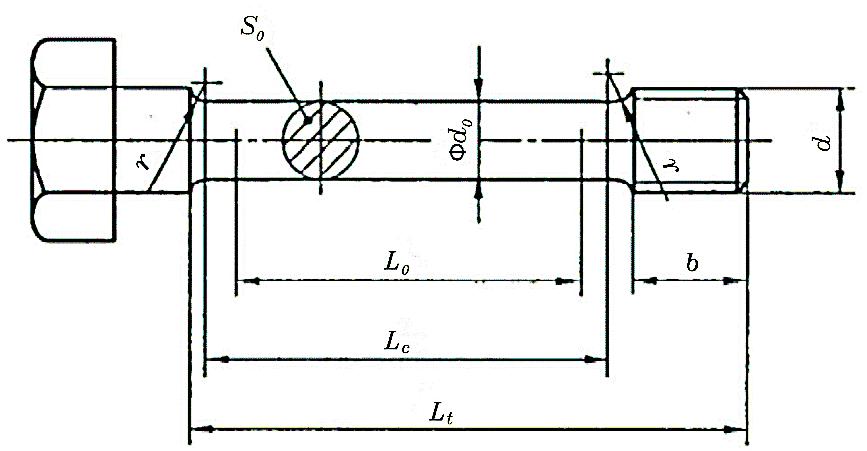
说明:
d ——螺纹公称直径。
d0 ——机械加工试件的直径(d0<d3,min,并尽可能为:d0≥3mm)。
b ——螺纹长度(b≥d)。
L0 ——械加工试件的初始测量长度:
——用于测定机械加工试件的断后伸长率:L0=5d0或(5.65 );
——用于测定机械加工试件的断面收缩率:L0≥3d0 。
Lc ——机械加工试件直线段的长度(L0+d0)。
Lt ——机械加工试件的总长度(Lc+2r+b)。
S0 ——拉力试验前机械加工试件的横截面积。
r ——圆角半径(r≥4 mm)。
试验结果
按GB/T 228的规定测定下列性能:
a) 抗拉强度Rm,Rm=Fm/S0 。
b) 下屈服强度ReL或0.2%非比例延伸应力RP0.2 。
c) 机械加工试件的断后伸长率,其L0至少为5d0 。
A=(Lu-L0)/L0×100
式中:Lu是机械加工试件的最终测量长度(见GB/T 228)。
d) 机械加工试件的断面收缩率,其L0至少为3d0
Z=(S0-Su)/S0×100
式中:Su是机械加工试件的断后横截面积。
技术要求
下列性能应符合表3的规定:
—最小抗拉强度Rm ;
—下屈服强度ReL或0.2%非比例延伸应力RP0.2 ;
—机械加工试件的断后伸长率A ;
—机械加工试件的断面收缩率Z。