高强度螺栓氢脆检测方法
试验夹具
根据紧固件的不同类型,应使用不同的试验夹具。
螺栓、螺钉和螺柱
对于螺栓、螺钉和螺柱,应使用两面平行的淬硬钢板,钢板上制有垂直于板面的一个或多个孔的夹具,见图1。
螺栓、螺钉和螺柱的试验夹具包括一块上压板和一块下压板,见图1。上、下压板的最低硬度应为45HRC。支承面应经磨削,其粗糙度Ra值应不超过8μm。每块钢板的厚度应≥1d(d——螺纹公称直径)。通孔直径dh按GB/T 5277精装配的规定,且不能倒圆。各通孔间的距离(L)应≥3d。
试验时,应保证至少有1d长度的未旋合螺纹承受应力,且不能有5扣以上的完整螺纹伸出螺母。为达到这些要求,可将一块或多块带平行平面且经表面磨削的钢板用作垫板。该垫板可以用其他钢制造,也可与上、下压板的硬度不同。
将匹配的螺母拧紧,对螺栓、螺钉和螺柱进行预载荷试验。对螺柱或螺杆、应在压板两边都使用螺母。当螺柱两端螺距不同时,细牙螺纹端的螺母应视为“头部”。用手将当“头部”用的螺母拧紧到螺纹末端。
对于L<2.5d的短螺钉,只用一块带有预制螺纹孔的钢板,螺钉可直接拧入钢板,不需要使用螺母,而用螺钉头拧紧。钢板的性能应与上压板的相同。
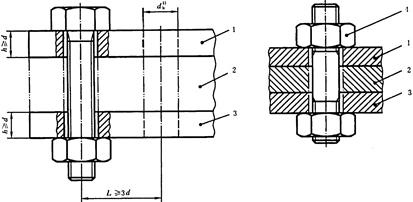
1—上压板;2—垫板(用于长螺栓、螺钉或螺柱);3—下压板;4—当“头部”用的螺母
对于没有平支承面的螺栓和螺钉(如沉头螺钉和吊环螺钉),应在其头下放一适当的上压板或垫圈。见图2
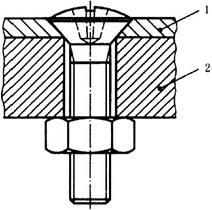
1—带沉孔的上压板;2—下压板
自挤螺钉、自攻螺钉和自钻自攻螺钉
自挤螺钉、自攻螺钉和自钻自攻螺钉用的试验夹具是一块钢板。该钢板的机械性能应分别符合GB/T 3098.7、GB/T 3098.5或GB/T 3098.11中对拧入试验的有关规定,但应预制螺纹孔,见图3。
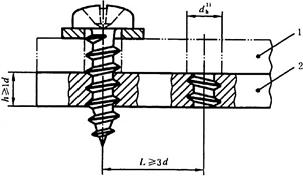
1—垫板(长螺钉用);2—带预制螺纹孔的垫板;
螺钉头下可用一个硬度等级为300HV的垫圈,以保护钢板。钢板的最小厚度为1d。其他的所有要求均与对螺栓、螺钉和螺柱的要求相同。
注:如果螺钉螺纹很长,并足以攻出匹配的螺纹,则预制螺纹孔时可不用丝锥,而直接用试验螺钉在直径符合相应标准的光孔上攻丝。攻出螺纹后,在继续拧入的过程中所需扭矩会明显下降,而不增加,因此不必重新夹紧。
对于长螺钉的试验,可将一块或多块具有平行平面且经表面磨削的钢板作为垫板使用。钢板上通孔的直径应不大于1.1d。
螺钉和垫圈组合件
试验螺钉和垫圈组合件时,应使用规定的夹具。
螺母
应该知道,某些加大支承面的螺母可承受拉应力。这适用于带法兰面的螺母或其他特殊形状的螺母,也适用于普通螺母。这种螺母的试验应由供需双方协议。
螺母的试验夹具与规定的相同。
弹簧垫圈和弹性垫圈
将若干个弹簧垫圈试件装到螺纹公称直径与弹簧垫圈公称直径相同的螺栓上。用平垫圈将各弹簧垫圈试件相互隔开。平垫圈的硬度应大于弹簧垫圈试件的硬度,且其最低硬度为40HRC。
试验锥形弹性垫圈时,应成对试验,见图4。
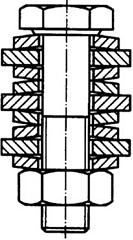
将组装件拧紧,直至将弹簧(性)垫圈试件完全压平。
抽样
对于过程中的控制,适当的抽样方案应按制造者与承担工序项目单位(如淬火者或涂覆者)之间的协议,或者按公司责任部门之间的协议。每个制造批都应选取抽样方案。
样本零件应经过检查,在不使用放大镜的条件下,应看不见裂缝。
试验程序
润滑
螺栓、螺钉、螺柱和螺母试件应在试验前进行润滑,以提高试验的可靠性。
注:选用适当的润滑剂(如润滑油或任何不含硫的润滑剂),以达到较一致的摩擦系数。此外,润滑剂能降低所需扭矩,实现更高的拉伸载荷。
施加预载荷
实施这种试验时,应特别注意有氢脆的紧固件可能突然断裂,从而产生伤害。因此,应使用防护屏板或其他适当设备,以避免这种伤害发生。
最大拧紧速度为0.33 s-1(20 r/min)。
螺栓、螺钉、螺柱和螺母
螺栓、螺钉或螺柱试件应装上匹配的螺母,用适当的扭矩扳手将其拧紧到屈服点。拧到屈服点可得到不同的技术数据,如可看出扭矩变化的斜率,或者拧到预定的扭矩后,再拧进预定的转角。
试验用的螺母应来自同一生产批,可涂覆,也可不涂覆,但应一致。
螺母试件应装于匹配的螺栓或螺钉上,并拧紧到屈服点。
试验用的螺栓或螺钉应来自同一生产批,可涂覆,也可不涂覆,但应一致。
施加预载荷应按下列程序进行:
a) 在试验板上安装5个螺栓或螺钉试件,装上螺母,并使其紧贴试验板的表面。
b) 拧紧组装件,达到各自的屈服点。拧紧扭矩可加到螺母上,也可加到螺栓或螺钉的头部,由试验者确定,但要注意,所有紧固件的试验均应一致。
c) 对5个螺栓组件的屈服点分别记录相应的扭矩值,并计算出平均值和最大值、最小值之间的差值。如果差值小于平均值的15%,则该平均值可作为规定样本(第6章)的拧紧扭矩值;如果差值超过了15%,则应将规定数量的紧固件全部拧紧,分别达到各自的屈服点。
d) 拧紧规定数量的紧固件,达到试验拧紧扭矩,或者符合a)~c)条规定的各自的屈服点。
自挤螺钉、自攻螺钉和自钻自攻螺钉
对5个自挤螺钉、自攻螺钉或自钻自攻螺钉试件使用适当的扭矩扳手,将其拧到最小破坏扭矩值的90%,应按下列程序进行试验:
a) 把5个螺钉试件(尽可能带平垫圈)拧入试验板,直到螺钉头部与试验板贴合;
b) 拧紧螺钉,达到各自的破坏扭矩,并记录数值。将其中的最小值乘以0.9,作为规定样本(第6章)的拧紧扭矩值。5个螺钉上的最大破坏扭矩与最小破坏扭矩的差值,不应大于最小值的15%。
注:如果差值大于15%, 则该试验可能查不出氢脆。
c) 拧紧规定数量的紧固件。直到试验拧紧扭矩符合b) 条的规定。
弹簧垫圈和弹性垫圈
按下述程序施加预载荷:
a)按规定,将弹簧(性)垫圈试件装到试验螺栓上,扳拧螺母,直到与第一个垫圈接触;
b)拧紧组装件,直到压平弹簧(性)垫圈。
对比试验
紧固件在承受应力时,或在试验过程中,出现裂缝、掉头或断裂,并不一定是由涂覆工艺引起的氢脆所致。可以用无涂覆的紧固件进行试验(对比试验)。这种试验将会表明制造过程中其他工序会产生氢脆。
对比试验用的样本数量应由规定的各有关部门的协议规定。试验程序应符合标准。
试验的开始时间
预载荷试验的灵敏度取决于试验的开始时间。所以,这种试验应尽快进行,最好在制造过程结束后的24h内进行,这个时间目前还处在研究中。
注:如果通过本试验能够很快而容易地发现氢脆出现,则试验开始时间延长到数天甚至一周,或者更长,将在相当大的程度上减小查出氢脆的可能性。
试验过程中的重新拧紧
试验最少应持续48h,而紧固件应至少每隔24h重新拧紧一次,并施加到初始的试验拧紧扭矩或载荷。如果至少有一件紧固件的扭矩损失超过50%,则试验应在相同的紧固件上重新开始。
在完成试验之前,应进行最后一次的拧紧。在末次拧紧之前,紧固件应拧退约1/2圈,以便辨别出断裂是否发生在螺纹的旋合部分。
试验评估
应在预载荷试验后,在不使用放大镜的条件下对试件进行检查。紧固件的试件,若无任何目测可见的裂缝或断裂,则通过该项试验。
试验报告
试验报告应说明:
a)标准编号,即GB/T 3098.17;
b)制造批或生产批的编号;
c)试验紧固件的数量;
d)试验程序;
e)重新拧紧的次数和时间;
f)试验持续时间;
g)对比试验中断裂或明显破坏的紧固件的数量(如作了对比试验时);
h)程序试验中,断裂或明显破坏的紧固件的数量;
i)完成制造程序或该涂覆工序结束后与开始试验的时间间隔(如有可能时)。