标准螺纹量规技术条件
螺纹量规名称、代号、使用规则适用于本标准 , 检验工件螺纹用的光滑极限量规见附录A的规定 (附下表)。
| 止端螺纹塞规 | Z | 允许与工件内螺纹两瑞的螺纹部分旋合,旋合量应不超过二个螺距(退出量规时测定)。若工件内螺纹的螺距少于或等于三个,不应完全旋合通过 |
| 通端螺纹环规 | T | 应与工件外螺纹旋合通过 |
| 止端螺纹环规 | Z | 允许与工件外螺纹两端的螺纹部分旋合,旋合量应不超过二个螺距(退出量规时测定)。若工件内螺纹的螺距少于或等于三个,不应完全旋合通过 |
| “校通-通”螺纹塞规 | TT | 应与通端螺纹环规旋合通过 |
| “校通-止”螺纹塞规 | TZ | 允许与通端螺纹环规两端的螺纹部分旋合,旋合量应不超过一个螺距(退出量规时测定) |
| “校通-损”螺纹塞规 | TS | |
| “校止-通”螺纹塞规 | ZT | 应与止端螺纹环规旋合通过 |
| “校止-止”螺纹塞规 | ZZ | 允许与止端螺纹环规两端的螺纹部分旋合,旋合量应不超过一个螺距(退出量规时测定) |
| “校止-损”螺纹塞规 | ZS |
下表中所列出的符号及说明适用于本标准
| 符号 | 说明 |
| D、d | 工件内、外螺纹的大径 |
| D2、d2 | 工件内、外螺纹的中径 |
| D1 | 工件内螺纹的小径 |
| es | 工件外螺纹中径的上偏差 |
| EI | 工件内螺纹中径的下偏差 |
| H | 工件内、外螺纹的原始三角形高度 |
| Td2 | 工件外螺纹中径的中径公差 |
| TD2 | 工件内螺纹中径的中径公差 |
| P | 工件内、外螺纹的螺距 |
| TR | 通端螺纹环规、止端螺纹环规的中径公差 |
| TPL | 通端螺纹塞规、止端螺纹塞规的中径公差 |
| TCP | 校对螺纹塞规的中径公差 |
| TP | 螺纹量规的螺距公差 |
| ZR | 由通端螺纹环规中径公差带的中心线至工件外螺纹中径上偏差之间的距离 |
| ZPL | 由通端螺纹塞规中径公差带的中心线至工件内螺纹中径下偏差之间的距离 |
| WGO | 由通端螺纹塞规(或环规)中径公差带的中心线至其磨损极限之间的距离 |
| WNG | 由止端螺纹塞规(或环规)中径公差带的中心线至其磨损极限之间的距离 |
| m | 由螺纹环规中径公差带的中心线至“校通-通”(或“校止-通”)螺纹塞规中径公差带的中心线之间的距离 |
| Ta1/2 | 完整螺纹牙型的半角偏差 |
| Ta2/2 | 截短螺纹牙型的半角偏差 |
| S | 截短螺纹牙型的间隙槽中心线相对于螺纹牙型中心线的允许偏移量 |
| F1 | 在截短螺纹牙型的轴向剖面内,由中径线至牙侧直线部分顶端(向牙顶一侧)之间的径向距离 |
| F2 | 在截短螺纹牙型的轴向剖面内,由中径线至牙侧直线部分末端(向牙底一侧)之间的径向距离 |
| b1 | 内螺纹完整牙型大径处的间隙槽宽度 |
| b2 | 外螺纹完整牙型小径处的间隙槽宽度 |
| b3 | 内螺纹截短牙型大径处的间隙槽宽度和外螺纹截短牙型小径处的间隙槽宽度 |
螺纹量规的螺纹牙型
1、完整牙型。
2、 适用于检验工件内螺纹作用中径及大径的通端螺纹塞规的螺纹牙型 。
3、 适用于检验新制通端螺纹环规作用中径的“校通-通”螺纹塞规的螺纹牙型 。
4、 还用于检验新制止端螺纹环规单一中径的“校止-通”螺纹塞规和“校止-止”螺纹塞规的螺纹牙型 。
5、 适用于检验使用中止端螺纹环规单一中径的“校止-损”螺纹塞规的螺纹牙型 (见下图)。
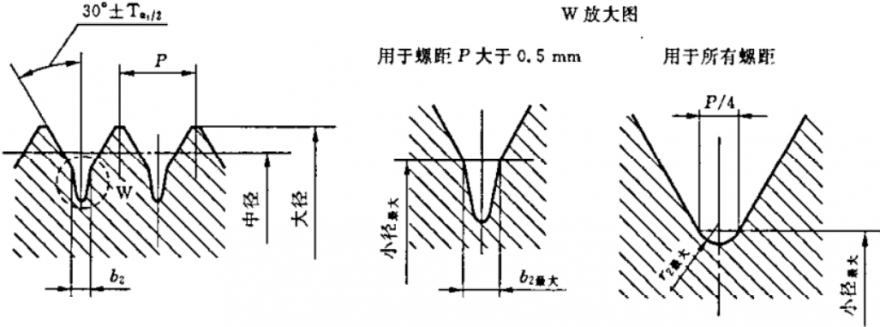
螺纹牙型间隙槽和槽底的形状宜由制造商自行确定;螺纹牙型的间隙槽宽度b1最大、b2最大和槽底的曲率半径r1最大、r2最大 (见下表)
| P | b1最大 | b2最大 | r1最大 | r2最大 |
| 0.2 | 0.025 | 用曲率半径r2连接 | 0.014 | 0.029 |
| 0.25 | 0.031 | 0.018 | 0.036 | |
| 0.3 | 0.038 | 0.022 | 0.043 | |
| 0.35 | 0.044 | 0.025 | 0.05 | |
| 0.4 | 0.05 | 0.029 | 0.058 | |
| 0.45 | 0.056 | 0.032 | 0.065 | |
| 0.5 | 0.063 | 0.036 | 0.072 | |
| 0.6 | 0.075 | 0.15 | 0.043 | 0.086 |
| 0.7 | 0.088 | 0.17 | 0.05 | 0.1 |
| 0.75 | 0.094 | 0.19 | 0.054 | 0.11 |
| 0.8 | 0.1 | 0.2 | 0.058 | 0.11 |
| 1 | 0.125 | 0.25 | 0.072 | 0.14 |
| 1.25 | 0.15 | 0.31 | 0.09 | 0.18 |
| 1.5 | 0.19 | 0.37 | 0.108 | 0.21 |
| 1.75 | 0.22 | 0.44 | 0.126 | 0.25 |
| 2 | 0.25 | 0.5 | 0.144 | 0.29 |
| 2.5 | 0.32 | 0.61 | 0.18 | 0.36 |
| 3 | 0.4 | 0.75 | 0.217 | 0.43 |
| 3.5 | 0.48 | 0.88 | 0.253 | 0.5 |
| 4 | 0.5 | 1 | 0.288 | 0.58 |
| 4.5 | 0.55 | 1.1 | 0.325 | 0.65 |
| 5 | 0.6 | 1.25 | 0.361 | 0.72 |
| 5.5 | 0.7 | 1.4 | 0.397 | 0.79 |
| 6 | 0.8 | 1.5 | 0.433 | 0.86 |
| 8 | 1 | 2 | 0.576 | 1.152 |
| 注: b1最大=P/8;b2最大=P/4;r1最大=0.072P=H/12;r2最大=0.144P。 | ||||
螺纹牙型间隙槽宽度b3、在螺纹牙型的轴向剖面内,由中径线与牙侧直线部分顶端(向牙顶一侧)之间的径向距离F1、在螺纹牙型的轴向剖面内,由中径线与牙侧直线部分末端(向牙底一侧)之间的径向距离F2见表4。止端螺纹环规的牙型高度h3(见下表)
| P | b3 | F1=0.1P | F2 | |||
| 尺寸 | 偏差 | 0.1P | 0.15P | 0.2P | ||
| 0.2 | 止端螺纹环规推荐采用r1连接 | 0.02 | / | / | / | |
| 0.25 | 0.025 | |||||
| 0.3 | 0.03 | |||||
| 0.35 | 0.035 | |||||
| 0.4 | 0.04 | |||||
| 0.45 | 0.045 | |||||
| 0.5 | 0.05 | |||||
| 0.6 | 0.06 | |||||
| 0.7 | 0.07 | |||||
| 0.75 | 0.075 | |||||
| 0.8 | 0.08 | |||||
| 1 | 0.1 | |||||
| 1.25 | 0.3 | ±0.04 | 0.125 | 0.25 | ||
| 1.5 | 0.4 | 0.15 | 0.3 | |||
| 1.75 | 0.45 | ±0.05 | 0.175 | 0.35 | ||
| 2 | 0.5 | 0.2 | 0.4 | |||
| 2.5 | 0.8 | 0.25 | 0.375 | / | ||
| 3 | 1 | ±0.08 | 0.3 | 0.45 | ||
| 3.5 | 1.1 | 0.35 | 0.525 | |||
| 4 | 1.3 | ±0.10 | 0.4 | 0.6 | ||
| 4.5 | 1.7 | 0.45 | 0.45 | / | ||
| 5 | 1.9 | 0.5 | 0.5 | |||
| 5.5 | 2.1 | 0.55 | 0.55 | |||
| 6 | 2.3 | 0.6 | 0.6 | |||
| 8 | 3.1 | 0.8 | 0.8 | |||
螺纹塞规、蝶纹环规和校对螺纹塞规的煤纹中径公差和有关的位笠要素值见下表
| Td2、TD2 | TR | TPL | TCP | m | ZR | ZPL | 螺纹环规 | 螺纹塞规 | ||
| WGO | WNG | WGO | WNG | |||||||
| 24≤Td2、TD2≤50 | 8 | 6 | 6 | 10 | -4 | 0 | 10 | 7 | 8 | 6 |
| 50<Td2、TD2≤80 | 10 | 7 | 7 | 12 | -2 | 2 | 12 | 9 | 9.5 | 7.5 |
| 80<Td2、TD2≤125 | 14 | 9 | 8 | 15 | 2 | 6 | 16 | 12 | 12.5 | 9.5 |
| 125<Td2、TD2≤200 | 18 | 11 | 9 | 18 | 8 | 12 | 21 | 15 | 17.5 | 11.5 |
| 200<Td2、TD2≤315 | 23 | 14 | 12 | 22 | 12 | 16 | 25.5 | 19.5 | 21 | 15 |
| 315<Td2、TD2≤500 | 30 | 18 | 15 | 27 | 20 | 24 | 33 | 25 | 27 | 19 |
| 500<Td2、TD2≤670 | 38 | 22 | 18 | 33 | 28 | 32 | 41 | 31 | 33 | 23 |
| 注:ZR为负值表示位于图6中Td2之外,而代入表10和表11要考虑符号。 | ||||||||||
螺纹塞规和螺纹环规的牙型半角允许偏差见下表。牙型面有效长度内的直线度误差应不超过半角偏差的公差带范围。对公称直径小于或等于100mm的螺纹,其直线度误差的最大值应不大于2μm;公称直径大于100mm的螺纹,其直线度误差的最大值应不大于3μm 。
| P/mm | Ta1/2(´) | Ta2/2(´) |
| 0.2 | ±60 | |
| 0.25 | ±48 | |
| 0.3 | ±40 | |
| 0.35 | ±35 | |
| 0.4 | ±31 | |
| 0.45 | ±26 | |
| 0.5 | ±25 | |
| 0.6 | ±21 | |
| 0.7 | ±18 | |
| 0.75 | ±17 | |
| 0.8 | ±16 | |
| 1 | ±15 | ±16 |
| 1.25 | ±13 | |
| 1.5 | ±12 | |
| 1.75 | ±11 | |
| 2.00、2.50 | ±10 | ±14 |
| 3 | ±9 | ±13 |
| 3.5 | ±12 | |
| 4.00、4.50、5.00 | ±8 | ±11 |
| 5.50、6.00、8.00 | ±10 | |
校对螺纹塞规大径、中径、小径的尺寸与偏差的计算公式见下表
| 量规代号 | 大径 | 中径 | 小径 | ||
| 尺寸 | 偏差 | 尺寸 | 偏差 | ||
| TT | d+es | ±TPLa | d2+es-ZR-m | ±TCP/2 | ≤D1+es-ZR-m |
| TZ | d2+es-ZR+TR/2+2F1 | ±TPL/2 | d2+es-ZR+TR/2 | ≤D1+es-TR/2 | |
| TS | d2+es-ZR+WGO+2F1 | d2+es-ZR+WGO | |||
| ZT | d+es | ±TPLa | d2+es-Td2-TR/2-m | ≤D1+es-Td2-TR/2-m | |
| ZZ | d+es-Td2 | ±TPL | d2+es-Td2 | ≤D1+es-Td2 | |
| ZS | d+es-Td2-TR/2+WNG | d2+es-Td2-TR/2+WNG | |||
| a.若螺纹牙型的大径部分是尖的,则可以稍稍削平。于是,大径尺寸允许小于该下偏差。 | |||||
螺纹量规测量面的表面上不应有影响使用性能的锈迹、碰伤、划痕等缺陷 , 螺纹量规测量头和手柄的联接应牢固可靠,在正常使用过程中不应出现松动或脱落。螺纹量规测量头的测量面宜采用合金工具钢、碳素工具钢等坚硬耐磨的材料制造,并应进行稳定性处理 。螺纹量规测量头的测量面硬度应在664 HV~856 HV(或58 HRC~65 HRC)范围内;对公称直径小于或等于3mm的螺纹塞规,其测量头的测量面硬度应在561 HV~713 HV(或53 HRC~60 HRC)范围内。若螺纹量规两端的牙型不完整,应将牙型修整到为完整牙型。如果做不到,则应有30°倒角 。本标准中的规定值均以标准的测量条件为准,即:温度为20℃、测量力为零 。若用户和制造商双方一致同意采用其他的测量方法,则螺纹环规的单一中径尺寸和偏差是有效的。螺纹环规的小径采用光滑极限塞规检验。