螺纹紧固件预涂粘附层技术条件 第2部分:聚酰胺锁紧层(QC/T 597.2-2017)
1、 一般要求
2、有粘附层的螺栓拧入螺母或螺孔时,螺母和螺孔应倒角。
3、粘附层可以防止零件完全脱离配合件。
4、有粘附层的螺栓在满足表2 规定的扭矩要求时,可重复使用3次。用于安装和调整时,允许多次使用。
5、有粘附层螺栓在正常保管的情况下,应保证至少4 年内性能要求不发生变化。
6、预涂部位及长度
7、 基本要求。
8 应确保螺栓和试验螺母拧紧后的旋合部分位于粘附层长度范围内。
9、粘附层的残余物不应影响螺栓的旋入。
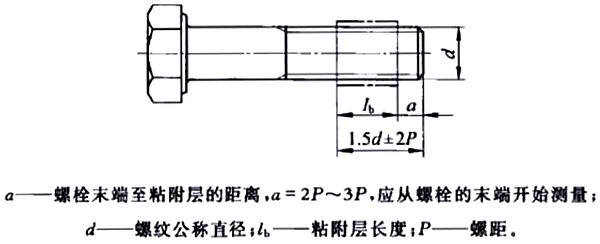
10、标准预涂。
螺栓标准预涂部位及粘附层长度按下图的规定。尺寸α 范围内不应有粘附层
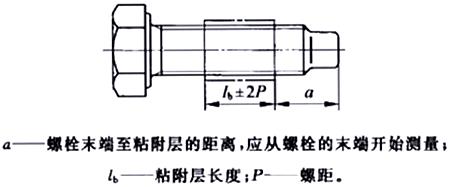
螺栓特殊预涂部位及粘附层长度按下图的规定。尺寸α 范围内不应有粘附层
注: 1. 熔融聚酰胺粘附层的涂覆温度高达120℃,局部可短时间内达到约220 ℃~230℃,对于应用温度为150℃~200℃的粘附层,涂覆温度可能更高。高温会对螺栓表面涂层产生不利影响,尤其是破坏螺栓的耐腐蚀性能。
2. 如果在螺栓的锌片涂层、封闭剂、渗有润滑材料的涂料或另涂润滑油的表面上涂覆粘附层时,会影响粘附层的附着强度,导致拧入时粘附层脱落或使用次数减少。
a. 性能试验由粘附层制造商实施,作为粘附层的型式试验。
b. 特殊状况下由供需双方协商后进行试验。
室温(23℃土5℃,相对湿度不大于65%)、高温(120℃、150℃和200℃)条件下,预紧螺栓连接的扭矩值按 表中 的规定
| 螺 纹 规 格 | 拧入扭矩 | 紧固扭矩 | 拧出扭矩 | ||||
| 第一次 | TAa.b | 第一次 | 第三次 | ||||
| Tin | Tout | Tout | |||||
| max | 5.6、5.8 | 8.8、10.9、12.9 | min | max | |||
| M3 | ─ | ─ | 0.43 | 0.6 | 1.2 | 0.1 | 0.08 |
| M4 | ─ | ─ | 0.9 | 1.3 | 2.8 | 0.12 | 0.1 |
| M5 | ─ | ─ | 1.6 | 2.6 | 5.5 | 0.18 | 0.15 |
| M6 | ─ | ─ | 3 | 4.5 | 9.5 | 0.35 | 0.23 |
| M8 | M8×1 | ─ | 6 | 11 | 23 | 0.85 | 0.45 |
| M10 | M10×1.25 | ─ | 10.5 | 22 | 46 | 1.5 | 0.75 |
| M12 | M12×1.25 | M12×1.5 | 15.5 | 38 | 79 | 2.3 | 7.6 |
| M14 | M14×1.5 | ─ | 24 | 60 | 125 | 3.3 | 2.3 |
| M16 | M16×1.5 | ─ | 32 | 90 | 195 | 4 | 2.8 |
| M18 | M18×1.5 | ─ | 45 | 128 | 280 | 4.7 | 3.2 |
注:1. 其他螺纹规格的扭矩值由供需双方协商。
2. 按规定扭矩进行粘附层性能试验时,粘附层不应脱落。
a. 根据总摩擦因数μ=0.12 和90%Rel(5.6级)的最小值或90%RPf 的最小值(5.8级)或90%RP0.2 的最小值(8.8、10.9和12.9级)确定(见GB/T 3098.1)。
b. 对于符合GB/T 3098.6 和GB/T 3098.8 的螺栓,应按本表5.6、5.8 的扭矩值。