10.9级钢结构螺栓

10.9级钢结构螺栓标准
钢结构螺栓都是成套销售,如上图一般,一套钢结构螺栓包含有二个钢结构平垫和一个钢结构螺母组成。钢结构螺栓的材料为40CrMo合金钢材料生科,其强度等级为10.9级,对应的国标号为GB/T1228,中文全称为10.9级大六角头钢结构螺栓,这里说的大六角头,指的是它的六角对边要双普通的外六角大,具体参数可以查阅国标。
10.9级钢结构螺栓表面是磷化处理,具备一定的防腐性能,多用于厂房结构安装和桥梁设施的使用,常见的表面处理如镀锌、镀镍等均不适合钢结构螺栓,由于钢结构螺栓大多在户外使用,为了提高它的防腐性能,我们通常可以将钢结构螺栓表面进行达克罗处理。
还有个国标号为GB/T3632也属于钢结构螺栓的一种,它和外六角不同之处在于它的头部是一个圆头,这种设计具有防盗作用,因为你很难找到对应的工具去拆卸它,此标准的钢结构螺栓多用于风电杆和护拦的安装。
| 检测项目 | 检测数据 | 检测结果 |
| 屈服强度 | 1080(N/mm2) | 合格 |
| 保证应力 | 960(N) | 合格 |
| 抗拉强度 | 1200(N/mm2) | 合格 |
| 断裂位置 | 断于末旋合螺纹的长度内 | 合格 |
| 保证载荷 | 承受标准载荷末断裂 | 合格 |
| 螺纹直径 | 按标准要求 | 合格 |
| 螺纹长度 | 按标准要求 | 合格 |
| 螺纹垂直度 | B≤2° | 合格 |
| 表面处理 | 氧化发黑 | 合格 |
| 硬度 | HRC32~39 | 合格 |
| 材料成份数据 | ||
| 碳(C %) | 0.40 | |
| 硅(si %) | 0.25 | |
| 锰(Mn %) | 0.56 | |
| 磷(P %) | 0.035 | |
| 硫(S %) | 0.035 | |
| 铬(Cr %) | 0.96 | |
| 钼(Mo %) | 0.19 |
GB/T1228钢结构螺栓标准尺寸示例
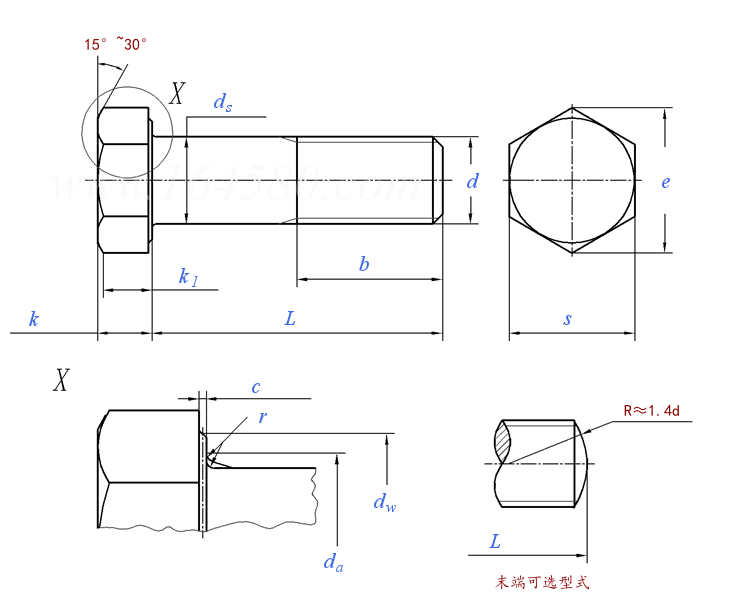
| 螺纹规格 D | M12 | M16 | M20 | (M22) | M24 | (M27) | M30 | |
| P | 螺距 | 1.75 | 2 | 2.5 | 2.5 | 3 | 3 | 3.5 |
| c | 最大值 | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 |
| 最小值 | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 | |
| da | 最大值 | 15.23 | 19.23 | 24.32 | 26.32 | 28.32 | 32.84 | 35.84 |
| ds | 最大值 | 12.43 | 16.43 | 20.52 | 22.52 | 24.52 | 27.84 | 30.84 |
| 最小值 | 11.57 | 15.57 | 19.48 | 21.48 | 23.48 | 26.16 | 29.16 | |
| dw | 最小值 | 19.2 | 24.9 | 31.4 | 33.3 | 38 | 42.8 | 46.5 |
| e | 最小值 | 22.78 | 29.56 | 37.29 | 39.55 | 45.2 | 50.85 | 55.37 |
| k | 公称 | 7.5 | 10 | 12.5 | 14 | 15 | 17 | 18.7 |
| 最大值 | 7.95 | 10.75 | 13.4 | 14.9 | 15.9 | 17.9 | 19.75 | |
| 最小值 | 7.05 | 9.25 | 11.6 | 13.1 | 14.1 | 16.1 | 17.65 | |
| k1 | 最小值 | 4.9 | 6.5 | 8.1 | 9.2 | 9.9 | 11.3 | 12.4 |
| r | 最小值 | 1 | 1 | 1.5 | 1.5 | 1.5 | 2 | 2 |
| s | 最大值 | 21 | 27 | 34 | 36 | 41 | 46 | 50 |
| 最小值 | 20.16 | 26.16 | 33 | 35 | 40 | 45 | 49 | |
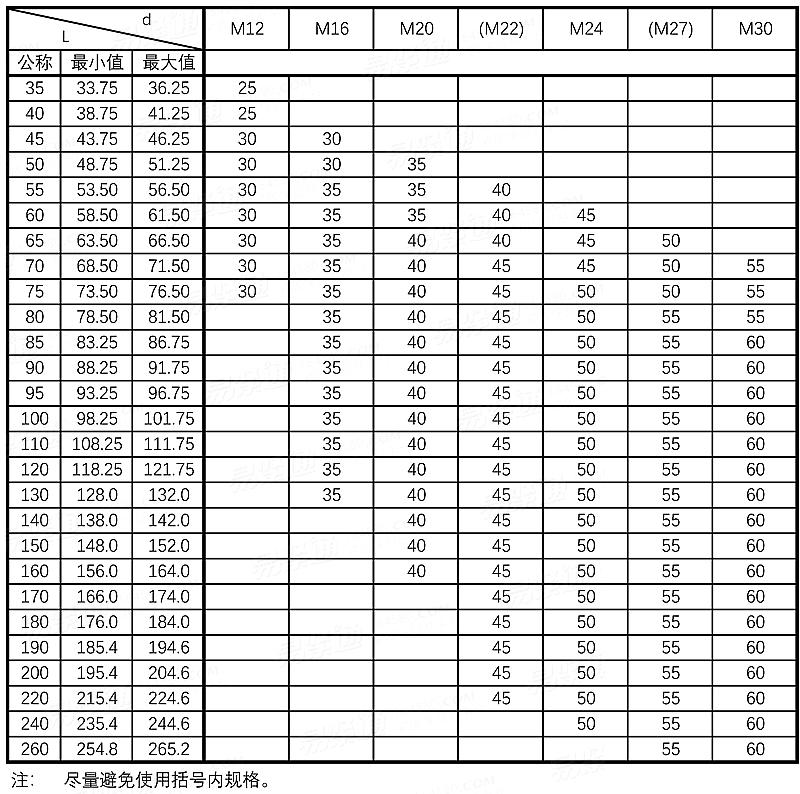
螺纹长度b与螺钉总长L的关系
钢结构螺栓性能等级、材料及使用配合
| 类别 | 性能等级 | 材料 | 标准编号 | 适用规格 |
| 螺栓 | 10.9S | 20MnTiB | GB/T 3077 | ≤M24 |
| ML20MnTiB | CB/T 6478 | |||
| 35VB | ≤M30 | |||
| 8.8S | 45、35 | CB/T 699 | ≤M20 | |
| 20MnTiB、40Cr | CB/T 3077 | ≤M24 | ||
| ML20MnTiB | CB/T 6478 | |||
| 35CrMo | CB/T 3077 | ≤M30 | ||
| 35VB | ||||
| 螺母 | 10H | 45、35 | CB/T 699 | |
| 8H | ML35 | CB/T 6478 | ||
| 垫圈 | 35HRC~45HRC | 45、35 | CB/T 699 |
螺栓、螺母、垫圈的使用配合按下面表格的规定
类别 |
螺栓 |
螺母 |
垫圈 |
||||||
型式尺寸 |
按 GB/T 1228规定 |
按 GB/T 1229规定 |
按 GB/T 1230规定 |
||||||
性能等级 |
10.9S |
10H |
35HRC~45HRC |
||||||
8.8S |
8H |
35HRC~45HRC |
|||||||
| 性能等级 | 抗拉强度 | 规定非比例延伸强度 | 断后伸长率 | 断后收缩率 | 冲击吸收功 |
| Rm/Mpa | Rp0.2/Mpa | A/% | Z/% | AkU2/J | |
| 不小于 | |||||
| 10.9S | 1040~1240 | 940 | 10 | 42 | 47 |
| 8.8S | 830~1030 | 660 | 12 | 45 | 63 |
进行螺栓实物楔负载试验时,拉力载荷应在下面表格规定的范围内,且断裂应发生在螺纹部分或螺纹与螺杆交接处 。
| 螺纹规格d | M12 | M16 | M20 | (M22) | M24 | (M27) | M30 | ||
| 公称应力截面积As/mm2 | 84.3 | 157 | 245 | 303 | 353 | 459 | 561 | ||
| 性能等级 | 10.9S | 拉力 | 87700~104500 | 163000~195000 | 255000~304000 | 315000~376000 | 367000~438000 | 477000~569000 | 583000~696000 |
| 8.8S | 载荷/N | 70000~86800 | 130000~162000 | 203000~252000 | 251000~312000 | 293000~364000 | 381000~473000 | 466000~578000 | |
螺母的保证载荷应符合下面表格的规定
| 螺纹规格D | M12 | M16 | M20 | (M22) | M24 | (M27) | M30 | ||
| 性能等级 | 10H | 拉力载荷/N | 87700 | 163000 | 255000 | 315000 | 367000 | 477000 | 583000 |
| 8H | 70000 | 130000 | 203000 | 251000 | 293000 | 381000 | 466000 | ||
螺母硬度应符合下面表格的规定
| 性能等级 | 洛氏硬度 | 维氏硬度 | ||
| min | max | min | max | |
| 10H | 98 HRB | 32 HRC | 222 HV30 | 304 HV30 |
| 8H | 95 HRB | 30 HRC | 206 HV30 | 289 HV30 |
垫圈的硬度
垫圈的硬度为329 HV30~436 HV30(35 HRC~45 HRC)。
连接副的扭矩系数
高强度大六角头螺栓连接副应按保证扭矩系数供货,同批连接副的扭矩系数平均值为0.110~0.150,扭矩系数标准偏差应小于或等于0.0100。每一连接副包括1个螺栓、1个螺母、2个垫圈,并应分属同批制造。
扭矩系数保证期为自出厂之日起6个月,用户如需延长保证期,可由供需双方协议解决。
螺栓、螺母的螺纹
螺纹的基本尺寸按GB/T 196粗牙普通螺纹的规定。螺栓螺纹公差带按GB/T 197的6g,螺母螺纹公差带按GB/T 197的6H。
螺纹牙侧表面粗糙度的最大参数值Ra应为12.5μm。
螺栓的螺纹末端
螺栓的螺纹末端按GB/T 1228和GB/T 2的规定。
表面缺陷
螺栓、螺母的表面缺陷分别按GB/T 5779.1和GB/T 5779.2的规定。
垫圈不允许有裂缝、毛刺、浮锈和影响使用的凹痕、划伤。
其他尺寸及形位公差
螺栓、螺母和垫圈的其他尺寸及形位公差应符合GB/T 3103.1和GB/T 3103.3有关C级产品的规定。
表面处理
螺栓、螺母和垫圈均应进行保证连接副扭矩系数和防锈的表面处理,表面处理工艺由制造厂选择。
试件的拉伸试验和冲击试验
拉伸试件和冲击试件应在同一根棒材上截取,并经同一热处理工艺处理。
拉伸试验
原材料经热处理后,按GB/T 228的规定制成拉伸试件。加工试件时,其直径减小量不应超过原材料直径的25%(约为截面积的44%),并以此确定试件直径。试验方法按GB/T 228的规定。
冲击试验
原材料经热处理后,按GB/T 229中关于缺口深度为2mm的标准夏比U型缺口冲击试件的规定制成试件,并在常温下进行冲击试验。试验方法按GB/T 229的规定。
楔负载试验
螺栓头下置一10°楔垫,在拉力试验机上将螺栓拧在带有内螺纹的专用夹具上(至少6扣),然后进行拉力试验。10°楔垫的型式、尺寸及硬度按GB/T 3098.1的规定。
芯部硬度试验
试验在距螺杆末端等于螺纹直径d的截面上进行,对该截面距离中心的四分之一螺纹直径处,任测4点,取后3点平均值。试验方法按GB/T 230.1或GB/T 4340.1的规定。验收时,如有争议,以维氏硬度(HV30)试验为仲裁。
脱碳试验
按GB/T 3098.1的规定。
保证载荷试验
将螺母拧入螺纹芯棒,试验时夹头的移动速度不应超过3 mm/min,对螺母施加表6规定的保证载荷,持续15s螺母不应脱扣或断裂。当去除载荷后,应可用手将螺母旋出,或者借助扳手松开螺母(但不应超过半扣)后用手旋出。在试验中,如螺纹芯棒损坏,则试验作废。
螺纹芯棒的硬度应≥45HRC,其螺纹公差带为5h6g,但大径应控制在6g公差带靠近下限的四分之一的范围内。
检验规则
出厂检验按批进行。同一性能等级、材料、炉号、螺纹规格、长度(当螺栓长度≤100mm 时,长度相差≤15mm;螺栓长度>100mm时,长度相差≤20mm,可视为同一长度)、机械加工、热处理工艺、表面处理工艺的螺栓为同批;同一性能等级、材料、炉号、螺纹规格、机械加工、热处理工艺、表面处理工艺的螺母为同批;同一性能等级、材料、炉号、规格、机械加工、热处理工艺、表面处理工艺的垫圈为同批。分别由同批螺栓、螺母、垫圈组成的连接副为同批连接副。
同批高强度螺栓连接副最大数量为3000套。
连接副扭矩系数的检验按批抽取8套,8套连接副的扭矩系数平均值及标准偏差均应符合3.3.1规定。
螺栓楔负载、螺母保证载荷、螺母硬度和垫圈硬度的检验按批抽取,样本大小n=8,合格判定数Ac=O。
螺栓、螺母和垫圈的尺寸、外观及表面缺陷的检验抽样方案按GB/T 90.1的规定。
用户对产品质量有异议时,在正常运输和保管条件下,应在产品出厂之日起6个月之内向供货方提出。如有争议,双方按本标准的要求进行复验裁决。
标志与包装
螺栓应在头部顶面制出性能等级和制造厂凸型标志,标志中“·”可以省略。标志中第一部分数字(“·”前)表示公称抗拉强度的1/100,第二部分数字(“·”后)表示公称屈服强度与公称抗拉强度比值的10倍,字母S表示钢结构用高强度大六角头螺栓,××为制造厂标志。
螺母应在顶面上制出性能等级和制造厂标志。标志中数字表示螺母性能等级,字母H表示钢结构用高强度大六角螺母,××为制造厂标志。
制造厂应以批为单位提供产品质量检验报告书,内容如下:
a)批号、规格和数量;
b)性能等级;
c)材料、炉号、化学成分;
d)试件拉力试验和冲击试验数据;
e)实物机械性能试验数据;
f)连接副扭矩系数测试值、平均值、标准偏差和测试环境温度;
g)出厂日期。
包装箱应牢固、防潮。箱内应按连接副的组合进行包装,不同批号的连接副不得混装。每箱质量不得超过40kg。包装箱内分装方法由制造厂选择。
包装箱外应有制造厂、产品名称、标准编号、批号、规格、数量、毛重等明显标记。