紧固件生产标志
制造者识别标志应在生产过程中,在标志性能等级代号的所有紧固件产品上进行标志。也推荐在不标志性能等级的紧固件上标志制造者识别标志。紧固件的销售者使用自己的识别标志,也应视为制造者识别标志。在小螺钉的情况下,或当头部形状不允许按表有标志时,可以使用下图给出的时钟面标志符号。
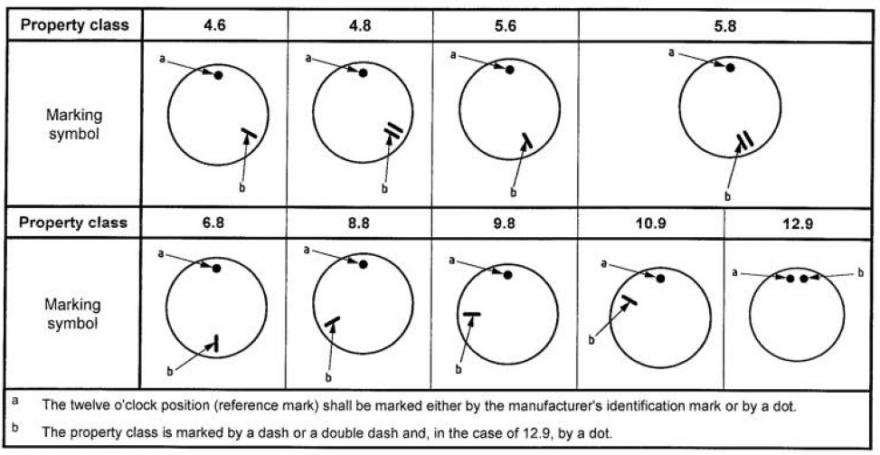
a 12点的位置(参照标志)应标志制造者识别标志,或标志一个圆点。
b 用一长划或两个长划线标志性能等级,对12.9级用一个圆点。
六角头螺栓的标志
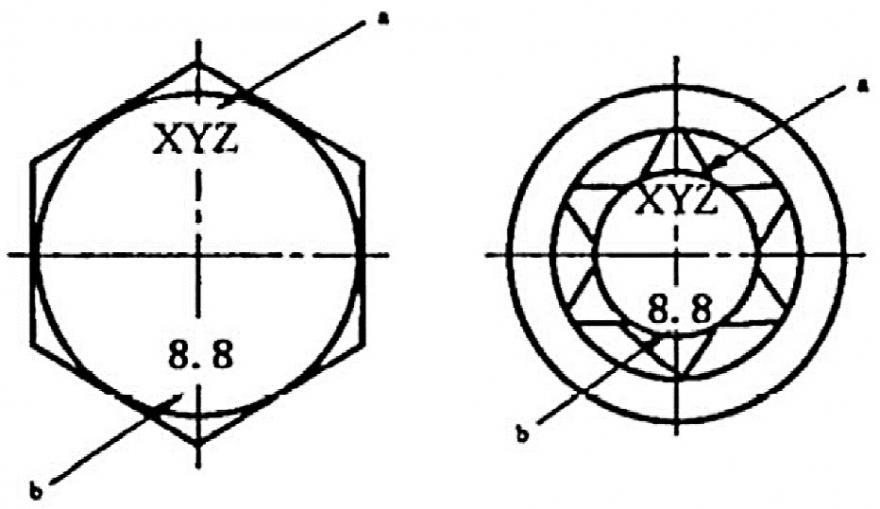
六角和六角花形头螺栓和螺钉(包括法兰面紧固件)应标志制造者识别标志规定的性能等级的标志代号。对所有性能等级的和公称直径 ≥ 5mm 的紧固件均要求制出标志。标志最好在头部顶面用凹字或凸字,或在头部侧面用凹字。对法兰面螺栓或螺钉,当制造工艺不允许在头部顶面标志时,可在法兰上标志。
内六角和内六角花形圆柱头
内六角和内六角花形圆柱头螺钉应标志制造者识别标志规定的性能等级的标志代号。对所有性能等级和公称直径 ≥ 5mm 的紧固件均要求制出标志。标志最好在头部侧面用凹字或在头部顶面用凹字或凸字。
圆头方颈螺栓标志
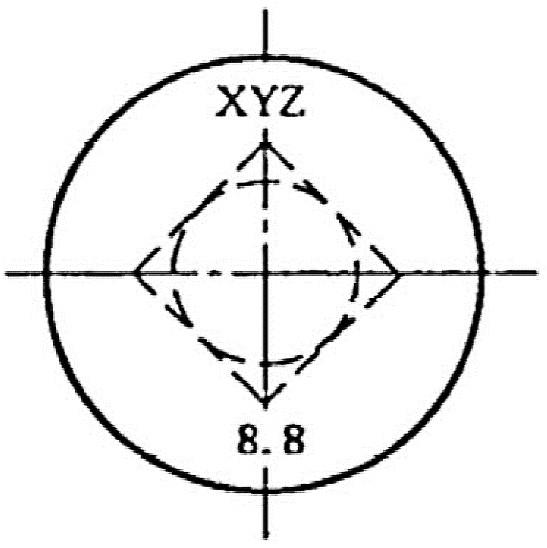
圆头方颈螺栓应标志制造者识别标志规定的性能等级的标志代号。对所有性能等级和公称直径 ≥ 5mm 的紧固件均要求制出标志。在头部用凹字或凸字标志。(见下图)
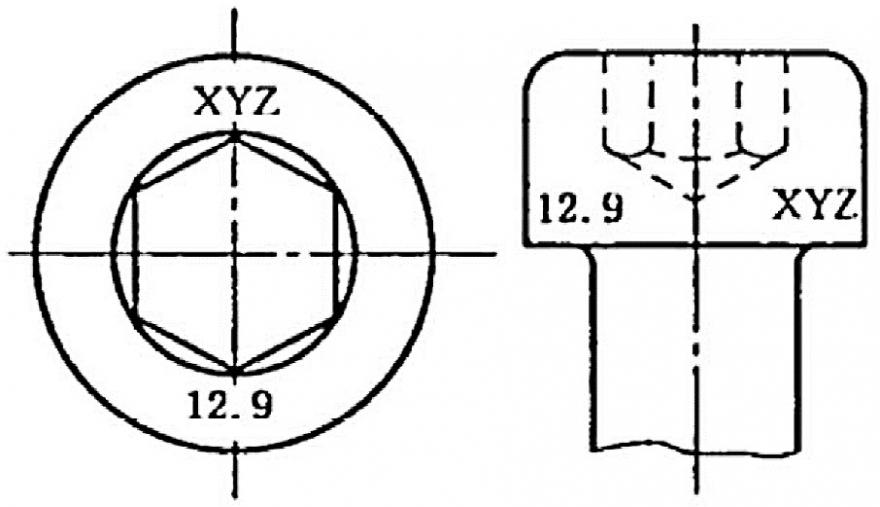
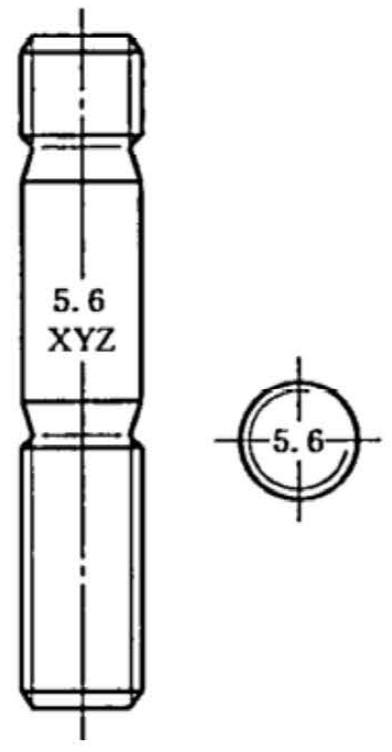
螺柱和双头螺柱
螺柱应标志制造者识别标志的性能等级的标志代号,对 5.6 级、8.8 级、9.8 级、10.9 级和 12.9/12.9 级,及公称直径 ≥ 5mm 的螺柱要求制出标志。应在螺柱无螺纹杆部进行标志,如不可能时,应在螺柱的拧入螺母端标志性能等级,并可省略标志制造者识别标志。对过盈配合的螺柱应在拧入螺母端标志性能等级,并可省略标志制造者识别标志。(见下图)
总结
对各类紧固件、所有规格的所有包装上,均应有标志(含贴或栓标签)。标志应包括制造者和/或经销者商标(或识别标志)和符合性能等级标志代号,以及 ISO 16426 规定的生产批号。